














































































311
126
比MOC更DIY——通过3D打印制作LEGO积木
2017-03-25 17:05:31
45点赞
98收藏
67评论
最近学校的学生加工厂购入了一台3D打印机。去用过几次后,我萌生了用它来打印乐高积木的想法——3D打印成本低廉,工序简单,如果真的可以用它来给自己生产乐高积木,自己MOC时也许可以省去一大笔开销,而且在缺少某一零件是可以随时补充——岂不美哉?!
3D打印及设备简介
3D打印是快速成型技术的一种,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术(摘自百度百科)。这一技术出现于上世纪80年代。经过几十年的发展,如今从非金属到金属到生物器官,都可以通过3D打印技术来制造。3D打印具有成本低廉(因材料而宜),操作简单,适应性强等优点,同时在推广应用中也有技术门槛高,可用材料有限,难以大规模生产(针对非工业级打印机来说)等一系列限制因素。
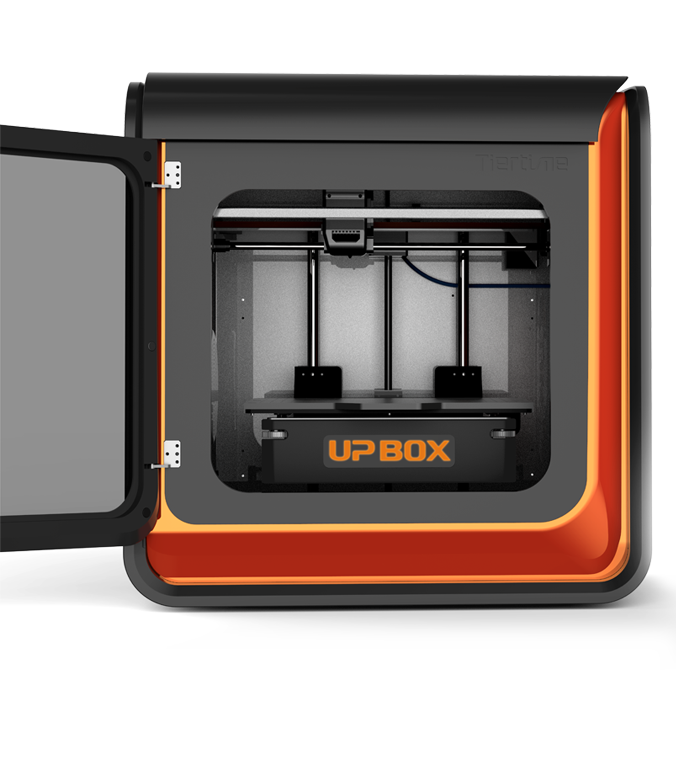
几乎所有3D打印机都是通过将材料层层叠加的方式来完成打印工作的。现如今常见的打印方式有熔融沉积式(适用于可融非金属),金属激光烧结(适用于合金)等十余种。这里我使用的是UP3D公司的UP BOX+打印机。它使用的是将材料加热融化后逐渐累积建造的方式,可用材料有ABS和PLA两种塑料。打印机内部作业空间大小为255mm*205mm*205mm,打印精度最高可达每层0.1mm。
打印过程
3D建模
在打印前需要先使用3D建模软件画出要打印的结构。因为很多基础的乐高积木都是标准件,其相关尺寸很容易就能够在网上找到。这里值得一提的是,对于有些零件,不同网站上可能会给出略微不同的标注。所以我还是推荐有条件(有现成的乐高积木,有合适的测量工具)的值友选择反向测绘的方式来得到需要的尺寸。毕竟绝大多数乐高积木结构都很简单,并不会设计太多需要测量的尺寸。
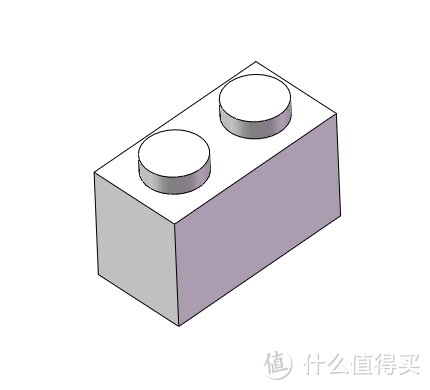
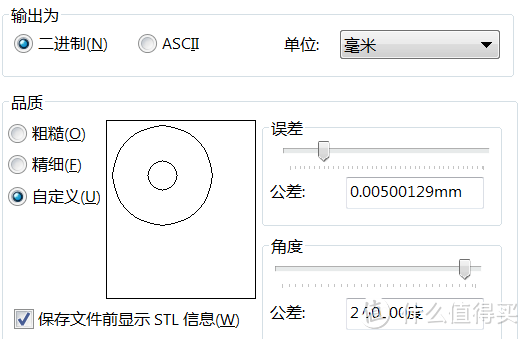
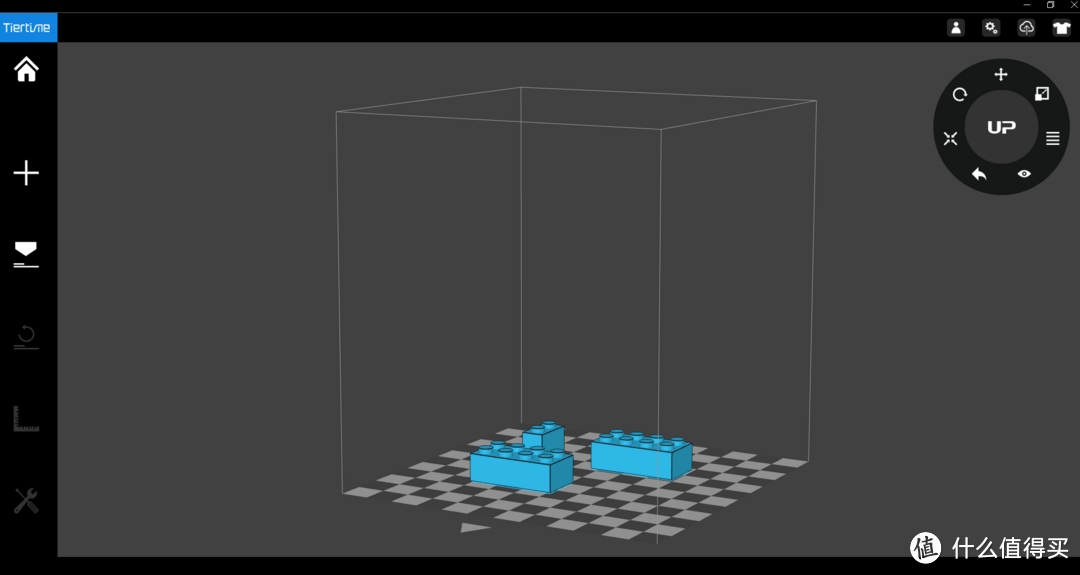
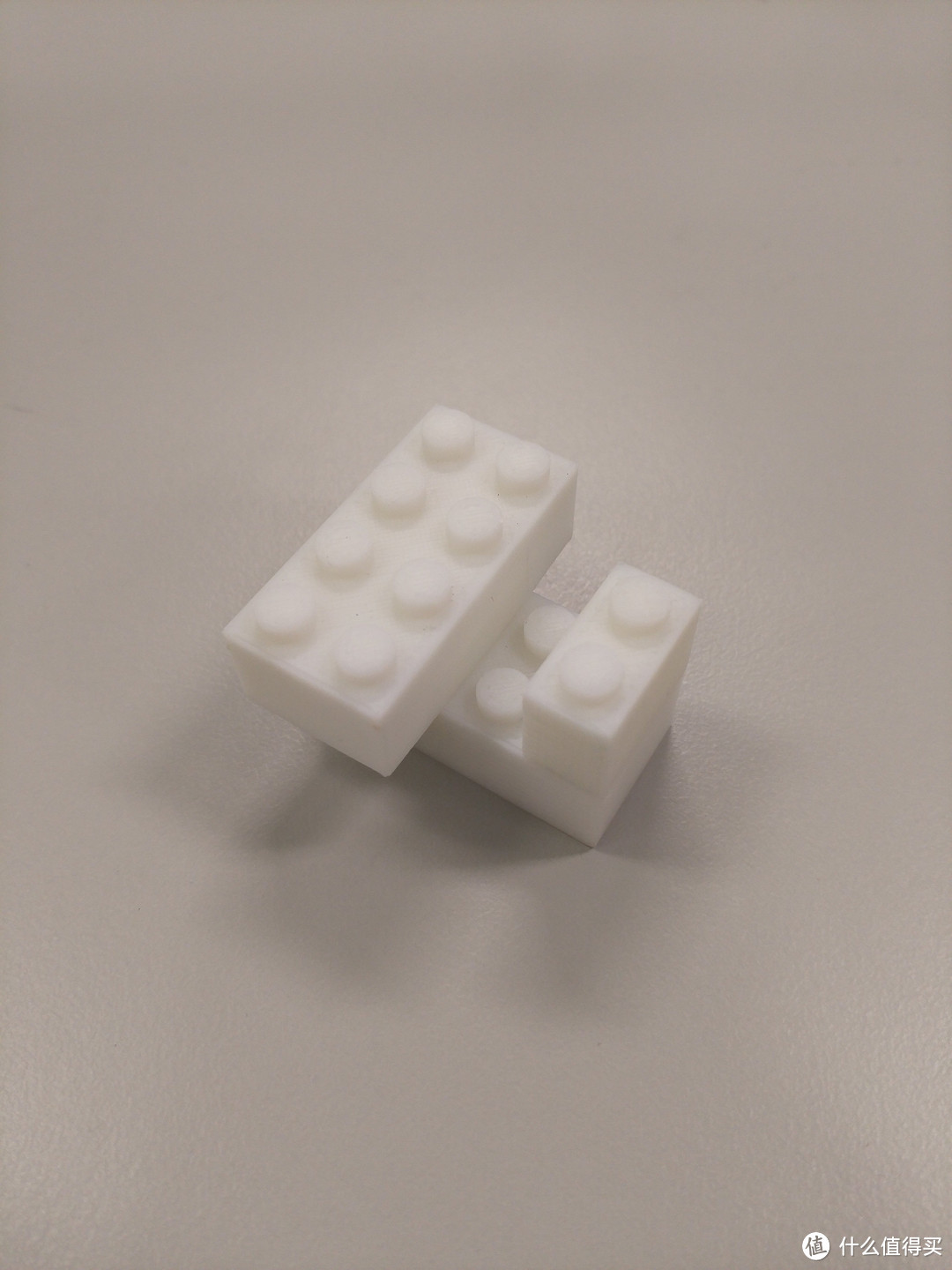
因为是第一次尝试,所以这次我只打印了4*2和2*1两种基本尺寸的积木,其3D模型如下图所示。建模完成后,送进打印机前需要将模型保存为STL格式的文件。STL是最常见的3D打印机支持的文件类型,它将3D模型划分为三角面片并以二进制格式或ASCII格式保存。在输出STL格式时需要对输出参数(误差,角度公差等)进行选择。误差和公差选择得越小,三角元划分得越密,成形质量越好,但文件的大小也会随之增加。这一次我使用的是0.005毫米的误差,2°的角度公差,得到了比较好的效果。个人认为,最终参数的确定还是要根据所使用打印机的实际情况确定,因为最终限制成型质量的因素往往是打印机的精度而非STL文件的参数。

打印机的使用
准备好STL文件后就可以准备打印了。UP公司的打印机有配套的软件提供给使用者。使用时直接将STL文件导入软件界面即可。软件界面简单明了,需要打印的模型在导入后会显示在屏幕上。UP公司提供的软件简单易用,它可以一次处理多个模型的打印,并能够自动优化多个模型的放置位置。在打印前,使用者也可以自己在软件中调整模型的放置位置和姿势,以在特殊情况下适应实际问题的需要。
打印前,需要先通过软件上的预热按钮对打印机底板进行预热。软件中提供了15-45min的计时预热模式。我个人的经验是不必受加热时间的限制,当软件中显示的底板温度达到75℃以上时(从30℃开始大约需要10分钟)即可开始打印程序。在加热的同时可以安装打印材料。
打印材料被加工成线卷的形状,从打印机侧面放入。安装时要将材料线的自由端深入打印机内部的材料导管中,并将其插在打印头上方的凹槽内。而后根据提示加热打印头融化材料,直至材料完全送入打印头并固定在喷口处。安装成功时打印喷头处会像蚕吐丝一样喷出一段细线,在这一过程停止时,手动除去已经喷出的部分,就一切就绪,可以开始打印了。

打印成果
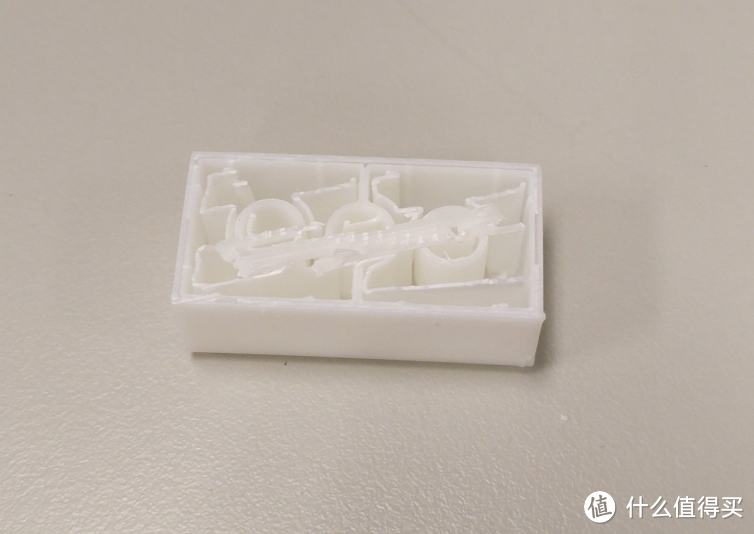
打印结束后并不能直接得到和所画3D模型一模一样的产品。受限于打印的过程和原理,从打印机中新鲜出炉的半成品会比原设计多出两个部分:
一是产品的底部会多出一个比底面截面积大一圈的垫板,这是打印机程序自动添加在原设计模型上的,目的是保证在从打印机底板上取下模型时原模型的底面不会被破坏——但这样一来,如何将垫板与模型分离就成了一个新问题。模型和垫板之间的连接虽然不是很紧,但用一般的手工刀或剪进行分离仍然很费时间。我这次打印的零件体积都比较小,这个问题还不很突出。但如果打印底面较大或者对底面平面度要求较高的产品时,这一问题就会变得非常棘手。

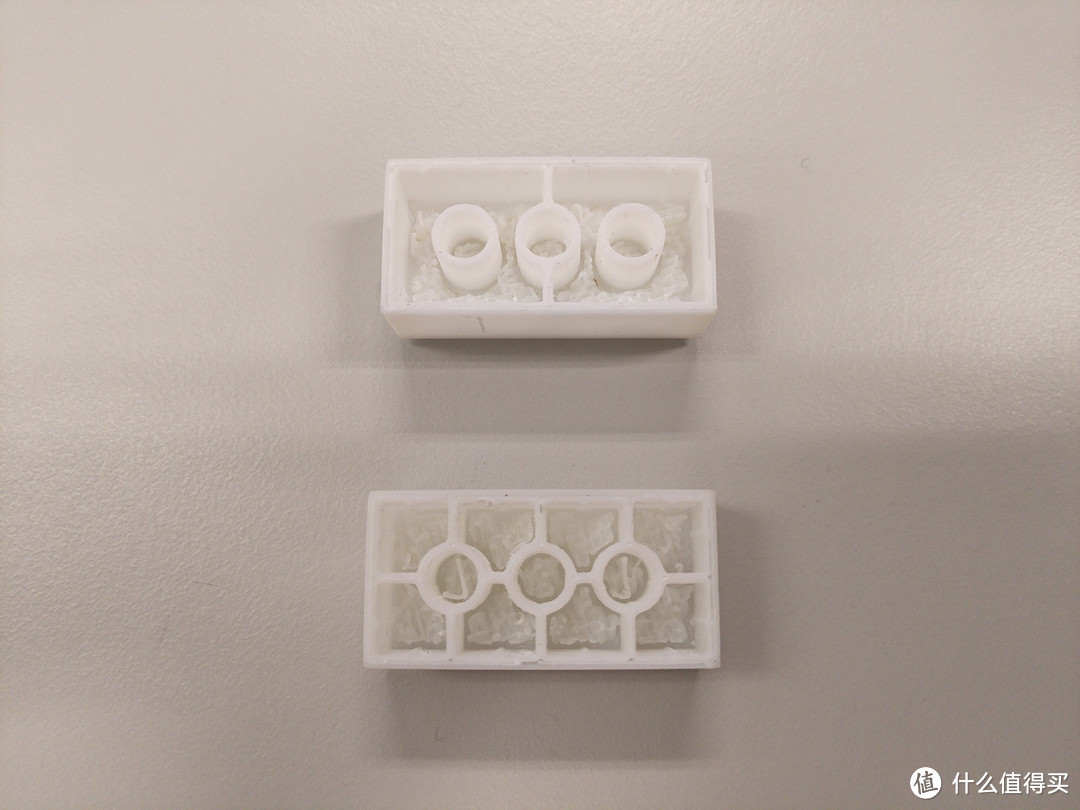
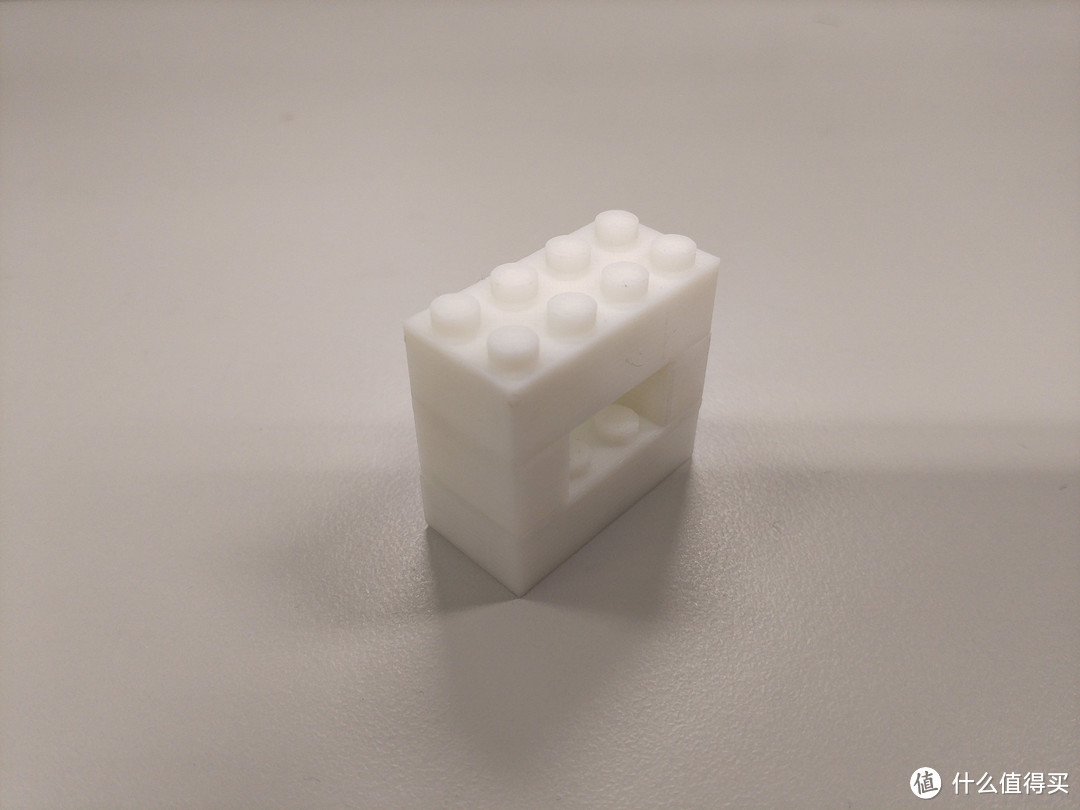
第二个问题是,对于内部有空腔的结构来说,打印过程中打印机会自动在空腔的位置添加一些支撑结构,以保证上面的材料能够被较好地叠加上去。因此,在去掉模型下面的垫板后,可以看到积木的内部充满了很多用于支撑的简单结构。显然在得到成品之前,这些结构也要想办法去除。不过还好,这些附加的支撑结构都是以薄片的形式出现在产品中的,只需要用小一点的镊子和刀就可以很容易地将它们完整取出。
结构的强度是我在打印之前比较担心的一个问题。所以对于4*2的积木,我将原始设计中内部的两根肋板改为了八根。最后打印效果说明这样的改动还是有必要的——小块的2*1的积木由于结构较为紧凑,按照原来的设计完全能够得到一个强度较好的零件;但4*2的零件由于薄壁结构比较长,用手指轻轻一捏就可以让侧壁面出现较大的形变——而肋板的添加就较好地解决了这个问题,大大提高了零件的强度,而且肋板也不会在零件拼接时占据结构内部需要的空间。
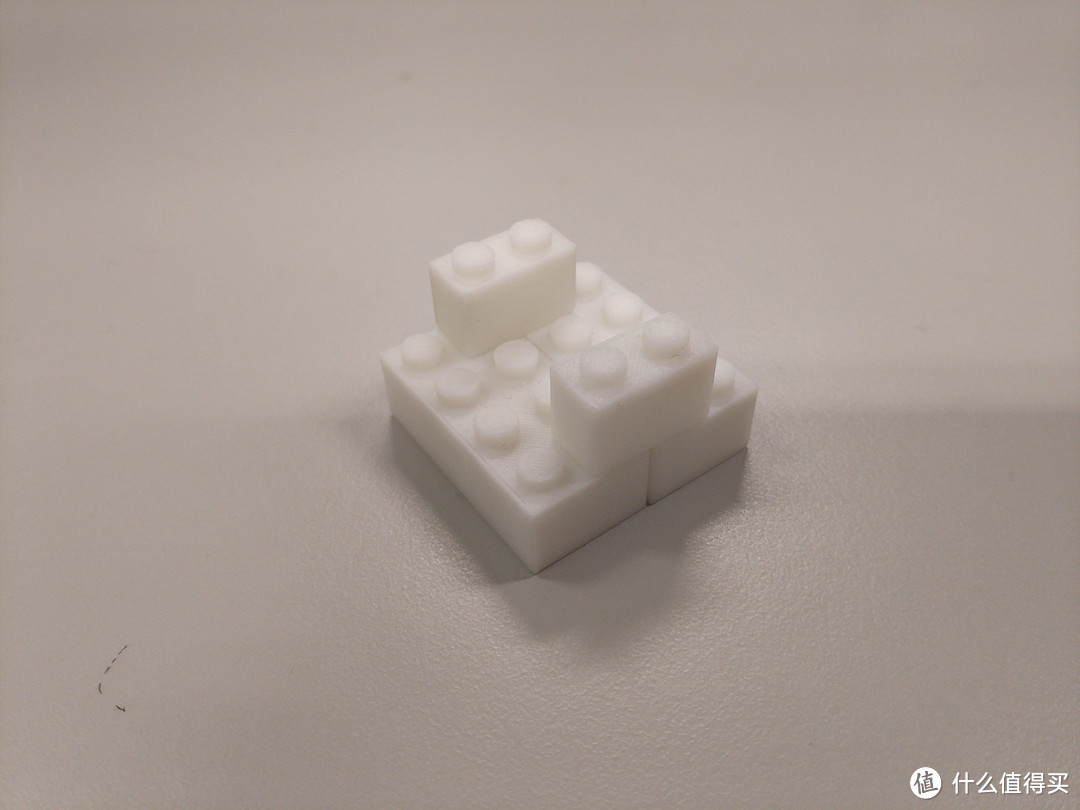
总体来说,最终打印的效果还是不错的。虽然材料所限,只打印出了一种颜色的零件,但是成品的尺寸和结构基本能够满足一块乐高积木的所有功能——它们既可以相互拼接,也可以和原装的乐高积木拼接。这里我只能说自己的运气比较好,尽管并未对尺寸精度进行太多的考量,仍然只用一次就得到了较好的配合效果。除了没有肋板的那块4*2积木中有两个腔单元的尺寸稍大,在拼装时会比较松以外,其他所有拼接方式的排列组合都可以得到松紧适中的连接效果。


心得体会
作为首次接触3D打印的小白,这次我对这一新兴技术在加工方面带来的便捷性和适应性深有体会。但是显然,没有任何一种加工方法是万能的,所以在最后总结一些使用3D打印过程中的注意事项,希望能够帮助到有需要的值友。
结构限制与模型放置方向
对于我使用的这种入门级3D打印机来说,由于打印方式是层层累加,所以不适合用来打印含有封闭空腔的结构。而对于有开放空腔或者架空结构的模型来说,则需要仔细考虑打印时模型的放置方式。举例来说,如果要打印一个整体上呈立方体结构的零件,有六个面可供选择作为打印起始的底面。在选择时,一是要尽量让空腔的开口方向朝上,同时要尽量让具有次要功能的面作为底面,因为在分离底面垫板时难免会对模型的底面造成破坏。
尺寸和精度控制
显然,打印机所能打印零件的尺寸受限于打印机本身的尺寸。而精度则取决于打印时所选择的精度水平(选择精度越高则耗时越长)和结构的具体形状。本人的使用经验是,当我选择这台打印机的最高精度(0.1mm)时,已经能够得到比较光滑的平面与曲面,但用手仔细摸时仍能够感受轻微的层次感——这是这种层叠式打印的原理决定的,几乎无法避免。
成本和时间
个人认为3D打印一个非常大的优势就是成本——一是经济成本,一卷500克ABS塑料的价格是200元不到,我这里展示的这三块乐高积木一共耗料不超过10克,算下来一共成本也就是5元钱左右;另外是时间成本,只要零件的尺寸和结构允许,3D打印是一种非常直接的加工方式,它不像各种金属加工方法需要用户受过一定程度的培训,只要会3D建模,任何人都可以进行3D打印作业——不过我认为这种入门级的3D打印机并不适用于大批量的生产,因为打印时间会随打印零件个数线性增加。我这里展示的三个零件一共花费了两个半小时来打印,另外还需要半小时进行后面的处理;如果打印零件个数较多,所需时间将会大幅增加。
















haichuan111
校验提示文案
keilly
校验提示文案
明镜尾旋
校验提示文案
apple_炒饭v5
校验提示文案
watertomas
校验提示文案
楼上小王
校验提示文案
记录生活点滴
校验提示文案
南门吹雪
校验提示文案
夏梓辛
校验提示文案
喝绿茶的飞猪
校验提示文案
夜_明
校验提示文案
kyd0094
校验提示文案
笨狼浣熊
校验提示文案
dg老谢
校验提示文案
hjl_hd
校验提示文案
值友1548160128
校验提示文案
lxy_42
校验提示文案
nana_0321
校验提示文案
初胖新驴
校验提示文案
APTXS
校验提示文案
值友4136534912
校验提示文案
值友8336559329
校验提示文案
值友1548160128
校验提示文案
hjl_hd
校验提示文案
dg老谢
校验提示文案
笨狼浣熊
校验提示文案
kyd0094
校验提示文案
gc319
校验提示文案
鸡兔不同笼
校验提示文案
蓝水
校验提示文案
wooyang1208
其实我们玩水弹发射器的来说打印枪托才蛮有用的
校验提示文案
夜_明
校验提示文案
初胖新驴
校验提示文案
haichuan111
校验提示文案
喝绿茶的飞猪
校验提示文案
夏梓辛
校验提示文案
dboylee
校验提示文案
南门吹雪
校验提示文案
ydprtm
校验提示文案
我依旧很衰
校验提示文案