











13
39
不锈钢钣金零件去污增亮、倒角去毛刺飞边抛光工艺方法
2023-09-24 19:59:04
0点赞
0收藏
0评论
不锈钢钣金加工件怎样研磨抛光去毛刺除氧化皮?
不锈钢钣金加工件一般是使用激光切割机进行切割、剪板机进行剪切、冲床冲压成型、折弯机弯板或是焊接加工。那么你知道这种不锈钢制品是经过怎样的研磨抛光工艺才能倒角去毛刺、飞边、除锈去氧化皮获得满意的表面效果吗?在这个案例中,我们来分享一个异形的非标不锈钢激光切割钣金薄片零件表面倒角去毛刺的抛光工艺及方法。这种抛光工艺方法也适用于碳钢、铝合金等材质种类产品的表面抛光。

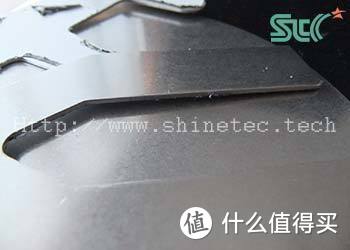
1. 不锈钢钣金薄片零件抛光前的状态

材质: 不锈钢
外观: 端面有毛刺,刃口锋利,背面有保护膜
外形: 比较简单的曲线
尺寸: 0.3*50*150MM
抛光前工序: 激光切割
抛光后工序: 粉末喷涂
2. 研磨抛光需求:
表面光滑,无毛刺, 无氧化皮。
切割端面倒角,无刃口。
3. 不锈钢钣金件薄片零件抛光工艺详情:
工艺步骤 : (1) 粗磨倒角去毛刺 (2) 烘干
振幅及速度: 慢速 全速
磨料与工件配比: 4:1 8:1
不锈钢钣金件研磨助剂 : 研磨液 无
水 : 适量,液面超出磨料20mm 无
处理时间 : 30 分钟 30 分钟
备注: 自动分筛取件,清水冲洗 烘干零件,擦拭水渍
4. 不锈钢钣金件薄片零件研磨抛光后效果

5. 附加说明
因为不锈钢钣金件薄片加工件很容易变形,因此采用带小容量工作桶体的离心式研磨抛光机,调低运转速度,与质地较软的 圆锥形树脂研磨石 (也叫 塑料磨料) 配合来粗磨倒角、除毛刺。如果用 棕刚玉研磨石 或其他硬度很高的研磨材料,会造成工件变形、弯曲等问题,而且棕刚玉研磨石容易对不锈钢表面造成侵染现象,使表面发黑。
那么为什么抛光机器不使用振动式抛光机呢? 因为振动式抛光机内会造成薄片零件相互粘连, 多片贴合在一起,达不到研磨抛光的效果。
产品分选可以采用振动分选筛自动分选,控制振动筛的振动幅度,不会因为相互碰撞会造成弯曲变形。
为提高产品过水后的防锈与防腐性能,最后利用 振动式烘干机 ,配合 玉米芯抛光磨料,烘干水分,擦拭产品表面水渍。
6. 最后总结
在这个案例中,我们展示了一个用树脂磨料和玉米芯磨料进行不锈钢激光切割薄片钣金加工件的表面倒角去毛刺抛光的工艺过程。
这个工艺也同样适用于碳钢、铝合金等钣金加工零部件产品的表面抛光。
作者声明本文无利益相关,欢迎值友理性交流,和谐讨论~