


























































155
30
Fusion360模型优化与打印参数
2026-01-08 15:27:38
0点赞
0收藏
0评论
Fusion360优化模型+打印参数调整技巧
玩3D打印总出残次品?多半是模型没优化+打印参数没调对!分享用Fusion360优化模型,再搭配打印参数调整的实操技巧,新手也能避开翻车坑。

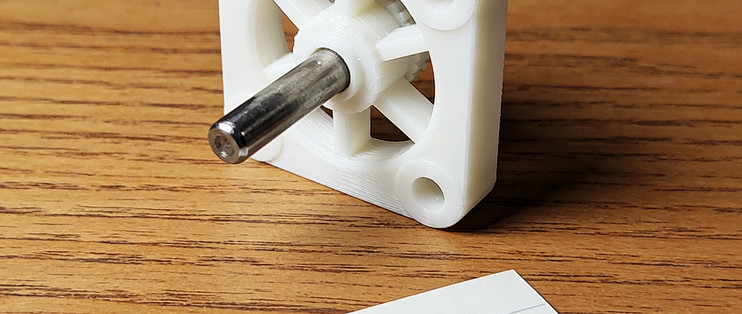
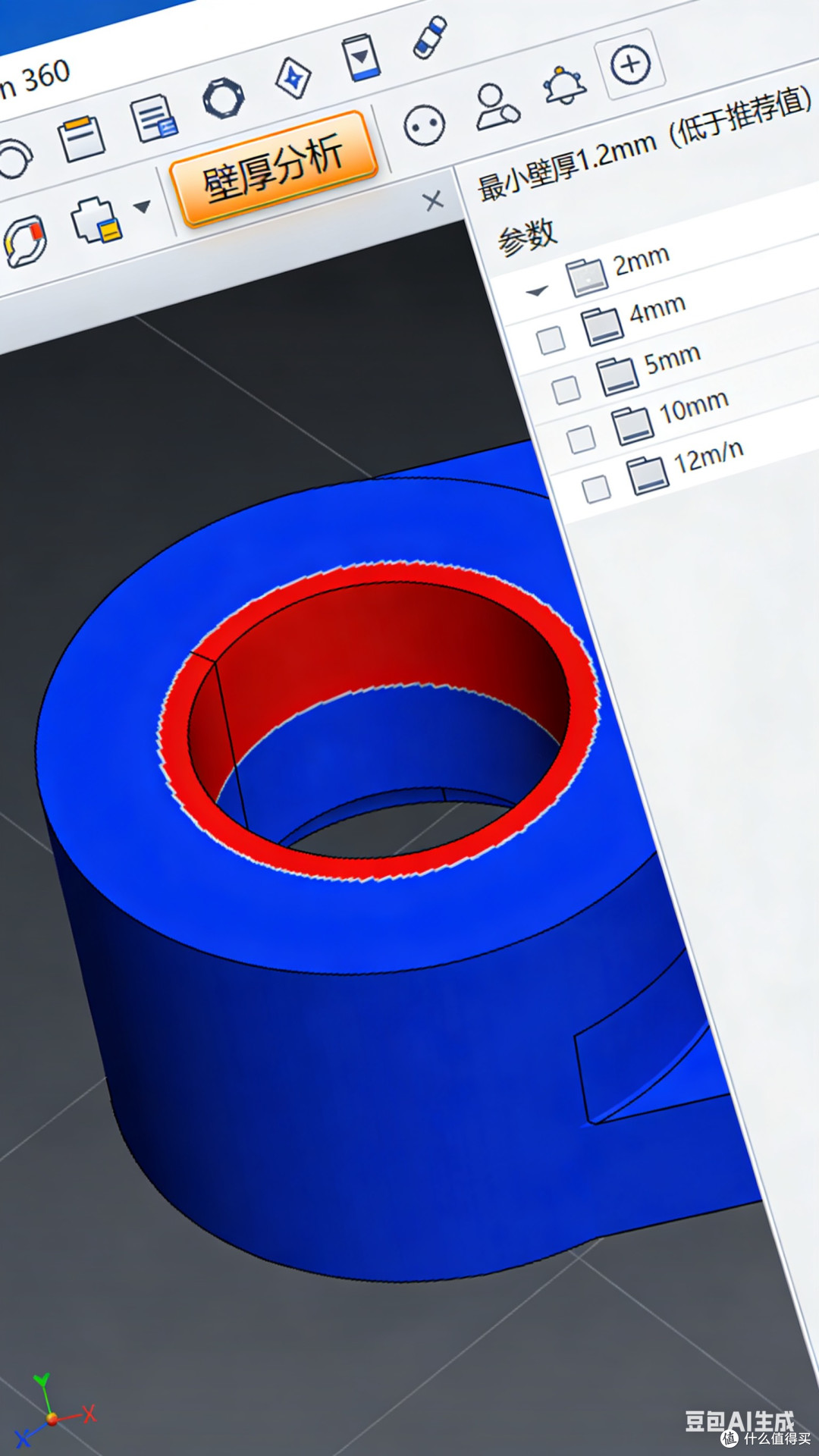
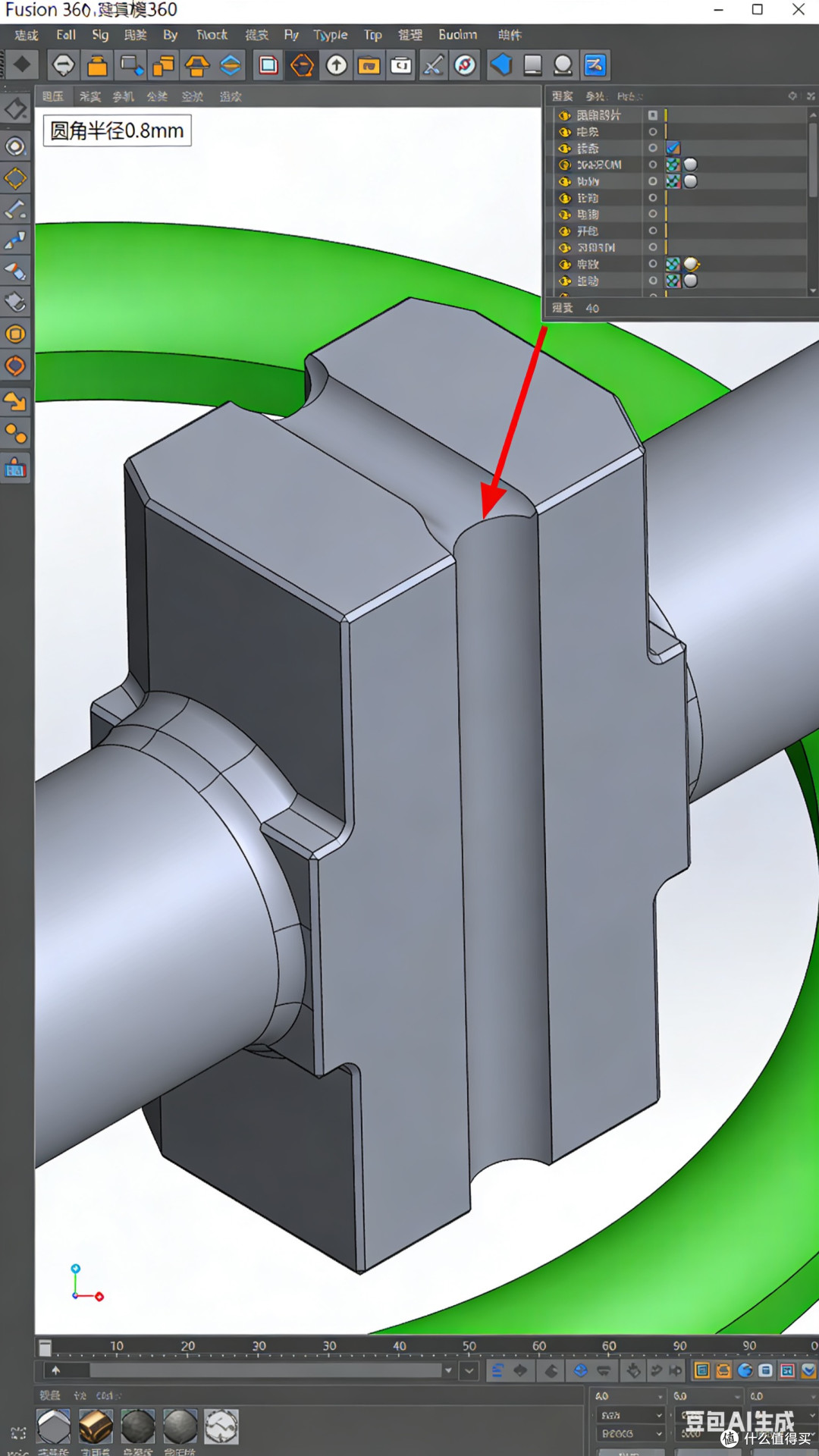
先说说模型优化:用Fusion360建模后,首先检查壁厚,建议设置1.5-2mm,太薄易断太厚费料;其次给尖锐边缘加0.5-1mm圆角,不仅打印时不易翘边,成品手感也更好;如果是镂空模型,要预留0.2mm的配合间隙,避免零件卡紧无法组装。
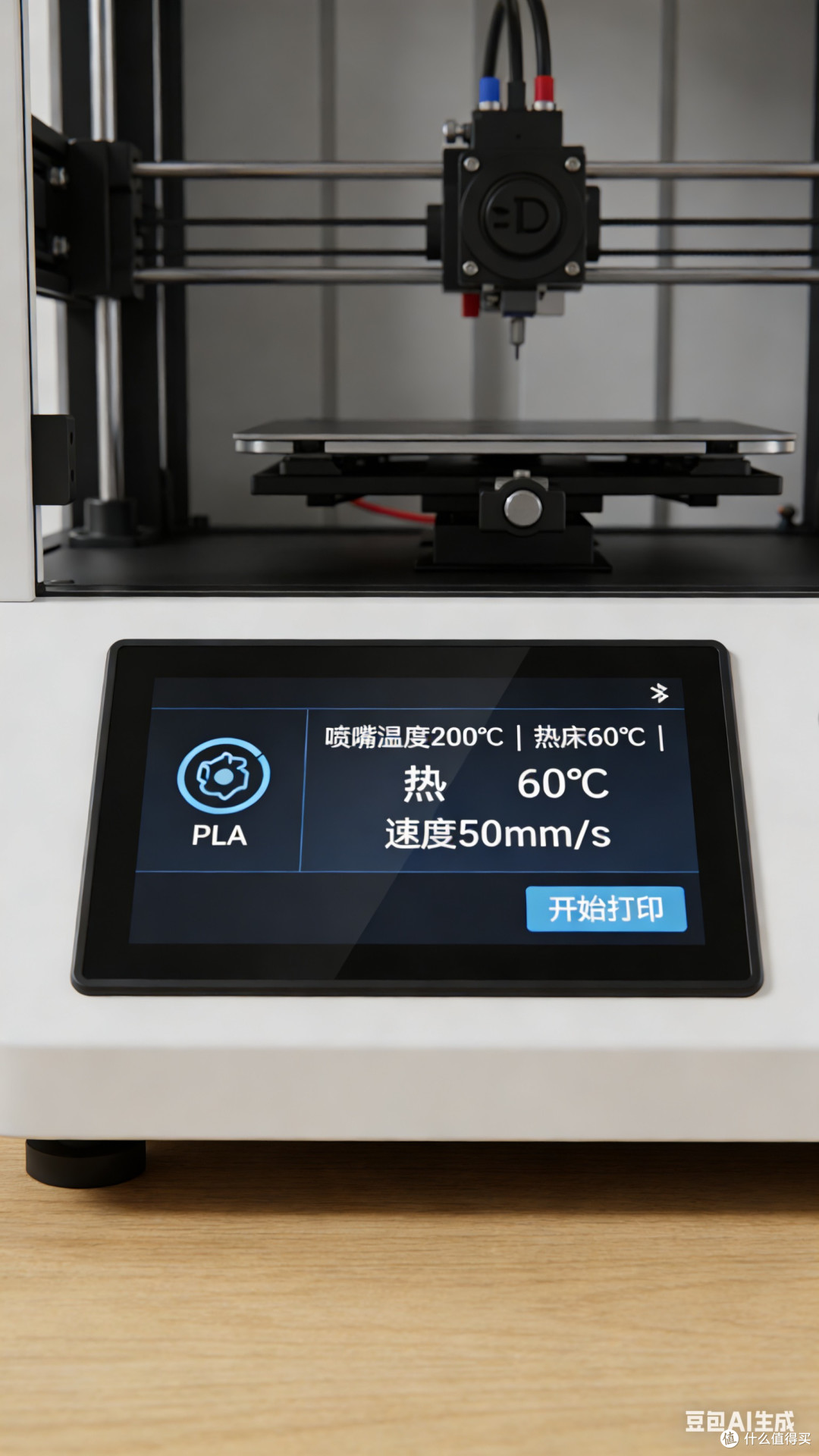
再讲打印参数匹配:PLA耗材选200℃喷嘴温度+60℃热床温度,打印速度50mm/s即可;ABS需封闭打印箱,温度调到240℃喷嘴+100℃热床;PETG则用230℃喷嘴+70℃热床,还能适当降低冷却风扇转速减少拉丝。另外,模型底部加支撑时,选择“树状支撑”更易拆除,还能减少材料浪费。
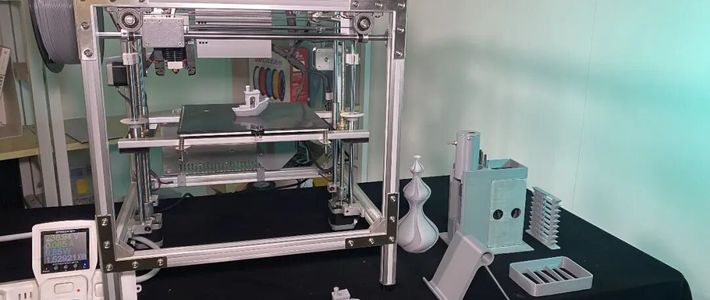
把模型优化和参数调整结合起来,3D打印的成功率会大幅提升,再也不用看着一堆失败品让打印机吃灰了!