




























































































250
213
工具向文章 篇四:PBT热升华键帽科普贴
2023-12-28 10:27:06
7点赞
15收藏
9评论
声明:主要内容来自江湾数码,如侵权联系删除,为科普需要转载,如有侵权,联系删除,谢谢🙏
 game 1990
game 1990什么是相对完美的键帽? 个人的理解:
一、不缩水(就是大家说的菊花印)
对于热升华键帽而言,目前已知的只有三种材料,或许有其它材料也可以,但是目前我只知道三种。
1: 高温PC
目前PC在业内的应用范围非常的广,包括很多透明件,透光键帽,雾白等特殊场所。PC材料从温度上来讲,分为两种,低温PC和高温PC。
低温PC目前来看,能做热升华,但是失败的概率偏大。如果从热升华的角度出发,高温PC是可以的。 PC是业内应用了很久的材料,缩水率大约是0.5%,和Abs的缩水率差不多,可以这么说,大部分(90%)以上的模具,直接换个材料,调整一下模具温度(有模温机),都能直接注塑PC。 PC的优点是:透明度好,在透光双色键帽上得到广泛应用。注塑成型方便,基本上不会有缩水,每家注塑厂都熟悉这个材料。缺点:高温PC不便宜,而且PC的附着性不好,对油墨和热升华墨水的附着性不好,对UV打印和热升华,移印,丝印等各种印刷介质不够友好。

2:POM、赛钢
这个材料很多人也很熟悉,在机械键盘行业,POM更多的应用是在轴心上。
目前Cherry及国内厂商,轴心上用的材料都是POM,赛钢有自润滑性,这个已经基本上家喻户晓了(实际上并不是)。
👆当然也有pom材质的键帽

3:PBT
学名:XXXXXXXX(我Tmd记不住这么长的名字)。
PBT做为不打油的材料,已经在中端键帽上有立足之地了。
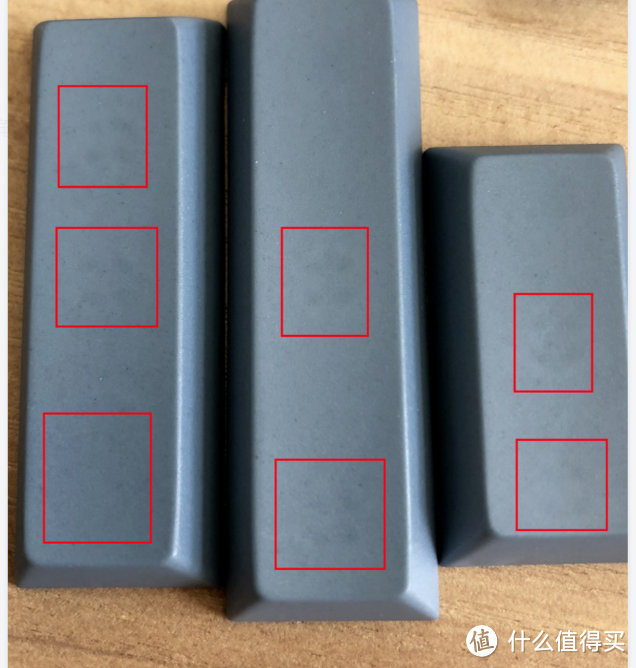
PBT的缺点:流动性差,注塑的时候,非常容易产生缩水,就是菊花印了。菊花残,满地伤,此处将引用键设局某图片。
PBT容易引起的成形不良和菊花印,有3个主要原因:
1、注塑机吨位不够,锁模力不够。
2、模具设计问题,未考虑PBT的特性,未为PBT模具做出相应优化。
3、材料问题。
PBT键帽缩水还将导致另外一个严重问题,就是相当的容易变形。
变形体现在2个方面,如果是PBT单色键帽,很容易引起内凹弧线型变形,即变形的地方在进胶点的对面。
二、键帽不漏光
漏光很影响产品的最终形象。此处有3张图片。
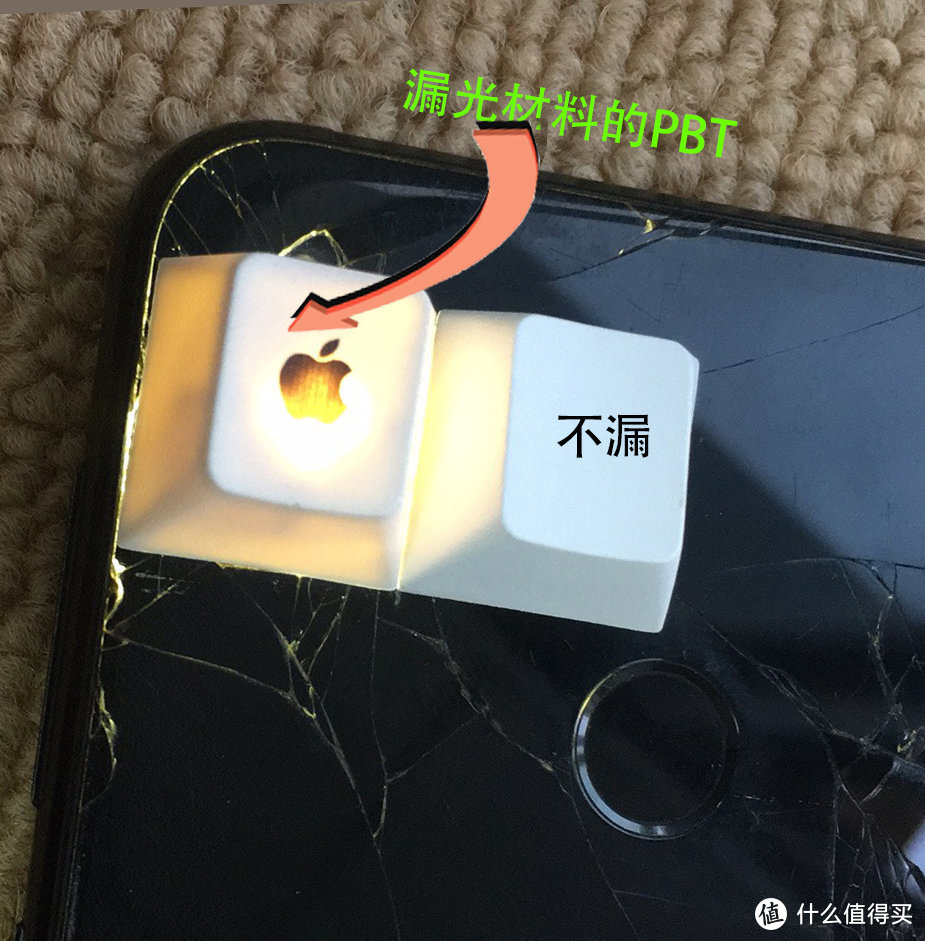
大家对那个手机的背光灯的强度不用怀疑,那是相当的强, 至少能亮瞎狗眼。 我来一张灯的图。

不漏光的PBT能在台灯下都不漏光。 我再发第三张图,是我认为比较理想的不漏光的情况。

三、不变形
造成键帽变形的四个因素:
1、进胶方式
2、模具设计
3、注塑设备
4、塑胶原材料。
进胶方式有四种:
1、侧面点状进胶
2、底部进胶
3、牛角进胶
4、二次内部进胶(双色PBT键帽),二次进胶的方式决定了双色PBT键帽能否开闭口字体的关键。
1.1.1 侧面点进胶
Abs和PBT都可以采用侧面点进胶。

1.1.2 底部进胶

1.1.3 底部牛角进胶
在底部牛角进胶方面, 目前只在Abs上实现了, PBT因为流动性差,目前没有实现,具体到键帽上,还没有找到实物.
另外,下面的这个盒子里面的键帽大约反映了热升华加工过程的大部分不良, 包括上色不良,定位不准,色差,变形,边缘黑印等等各种故障。

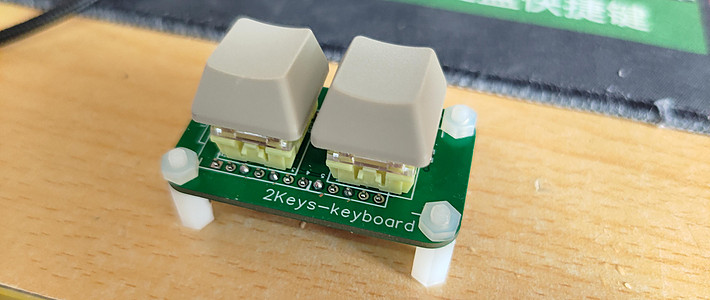
4、下面是双面键帽的进胶点。 双色键帽有6种进胶方式(可能更多,我只知道6种)。 因为不涉及到本次内容,我就只放一种上来, 是闭口键帽的进胶。 下面这个键帽是单手键盘上的一套模具。

双色键帽的进胶方式比单色的更复杂,应用最广泛的是开口Abs键帽。
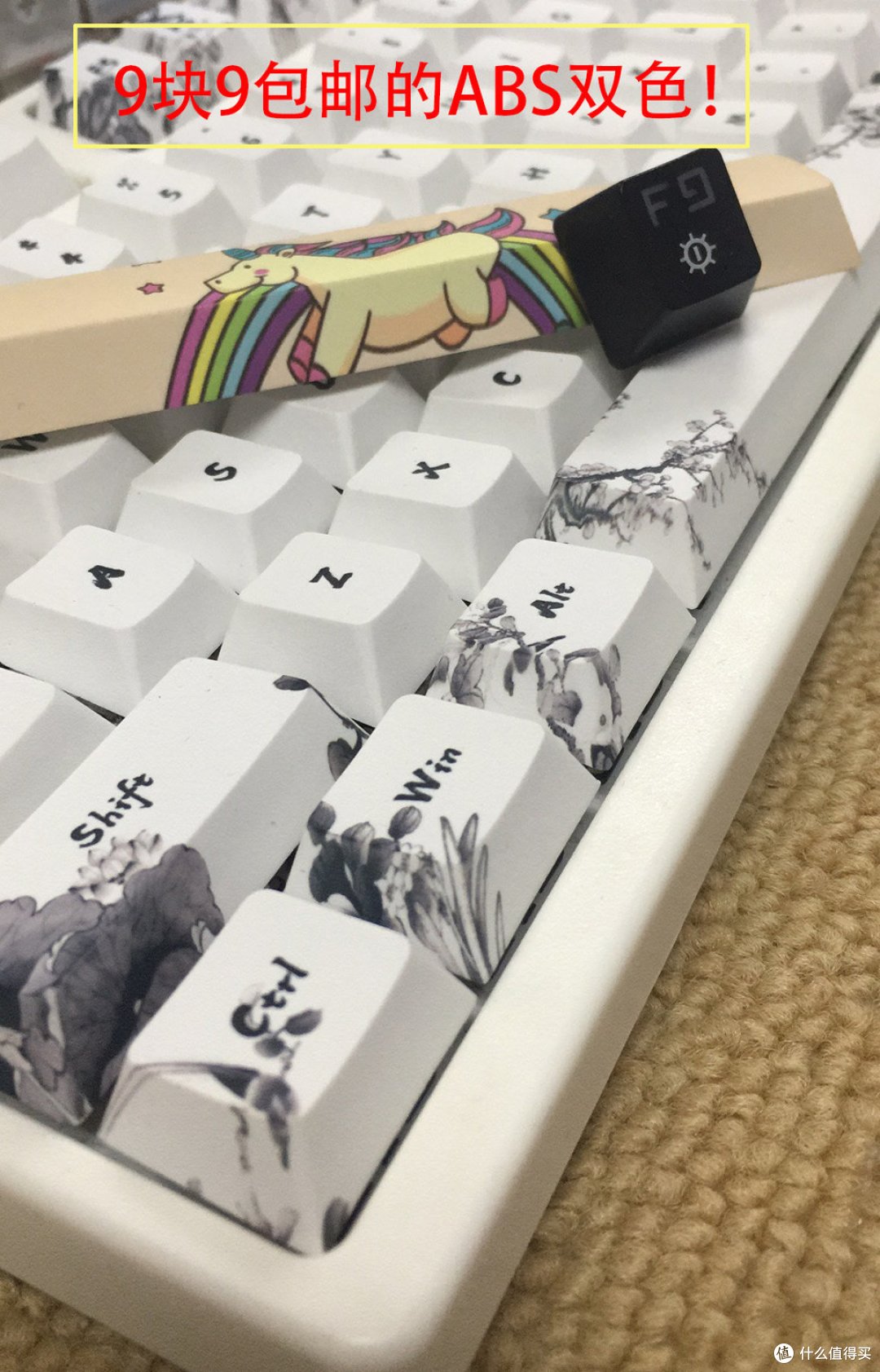
秘密都在键帽的背后。 我们把键帽的屁屁翻过来, 审视一下9块9包夜的菊花。

双色键帽的变形和单面键帽的变形原因不一样。 PBT双色键帽的变形是因为PC和PBT的缩水率不一样,而导致外围的PBT被撑大。
此处全文结束,希望能够帮到大家
作者声明本文无利益相关,欢迎值友理性交流,和谐讨论~
















norsky
校验提示文案
闲嗑瓜子
校验提示文案
什么当当当
校验提示文案
ek1n
校验提示文案
CYRONE
校验提示文案
CYRONE
校验提示文案
ek1n
校验提示文案
什么当当当
校验提示文案
闲嗑瓜子
校验提示文案
norsky
校验提示文案