



























































24
25
杌凳图例 | 明式家具工匠手记
2019-11-23 07:30:00
9点赞
16收藏
1评论
创作立场声明:如有谬误,欢迎指正,互相学习~
01 | 杌凳概述
“杌”字见《玉篇》:“树无枝也”,
指矮而无枝,上平的光木头。
从此意可以想到以“杌”作为红木家具座具之名,应专指没有靠背的一类,如史书载:“丁谓罢相,人对承明殿赐坐,左右欲设墩。”谓顾曰:“复平章事乃更以杌子进”。在北方,至今人们仍习惯称一般的凳子为“杌凳”,称小凳子为“小杌凳”。传统的杌凳主要分为有束腰杌凳和无束腰杌凳两大类。本制作实例中的杌凳, 圆材直腿直枨,属于无束腰杌凳中的基本形式。其整体结构吸取了中国传统红木家具建筑中的大木梁架的造法,四足均有侧角,是典型的四腿八挓的做法。



过去,明式红木家具的配料、选料,结构图纸等宝贵资料只在工匠中手口相传。今天,小编悉心收集而来分享给大家,如果您能按照如下内容亲手为自己打造出一把杌凳,记得一定要分享给我们哦。
02 | 配料清单
本配料清单中的构件尺寸,是根据艾克著《中国花梨家具图考》中杌凳的结构装配图(如图11-35)中的绘图比例推算出来的构件的实际尺寸(仅供参考)。
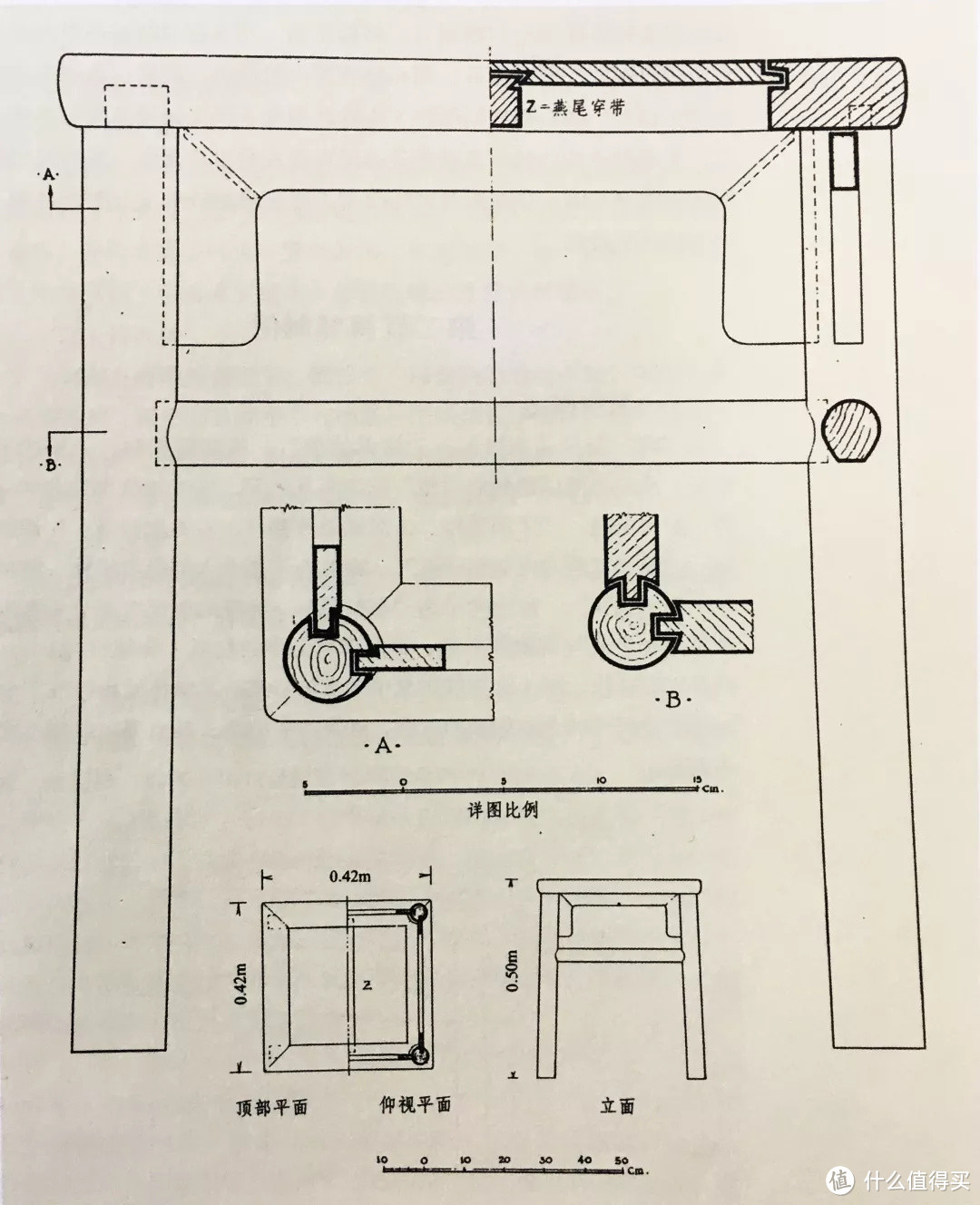
【图11-35 无束腰直腿直枨杌凳结构装配图
(图片来源:艾克《中国花梨家具图考》)】
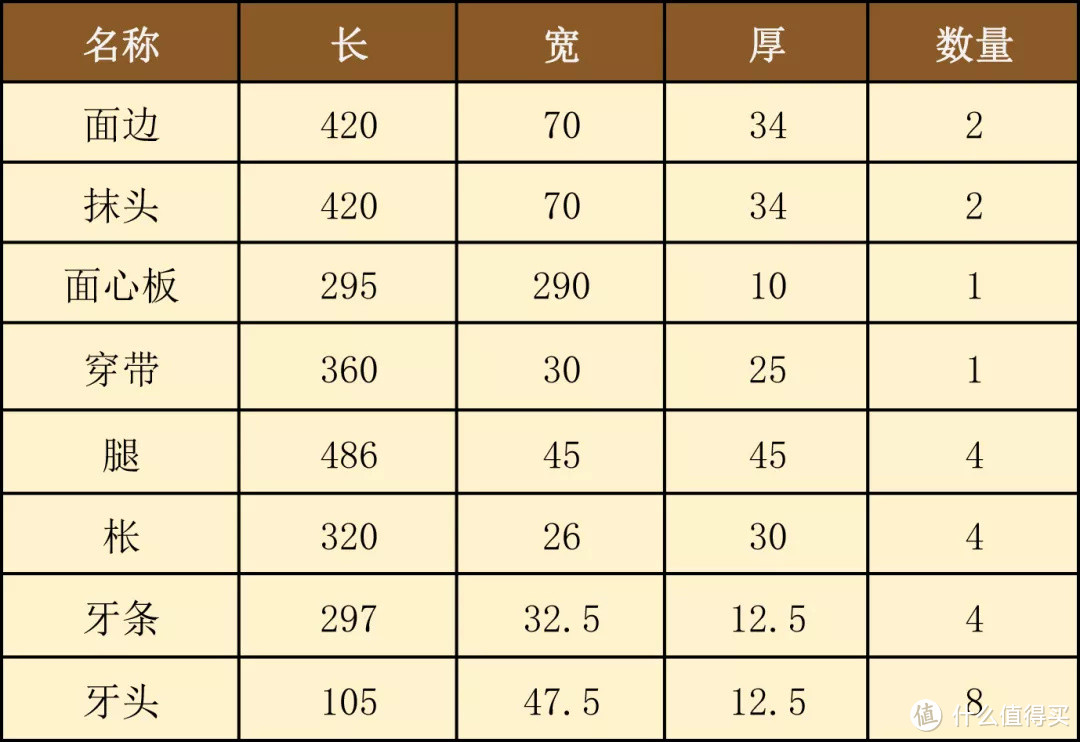
表11-2 无束腰直腿直枨杌凳配料清单
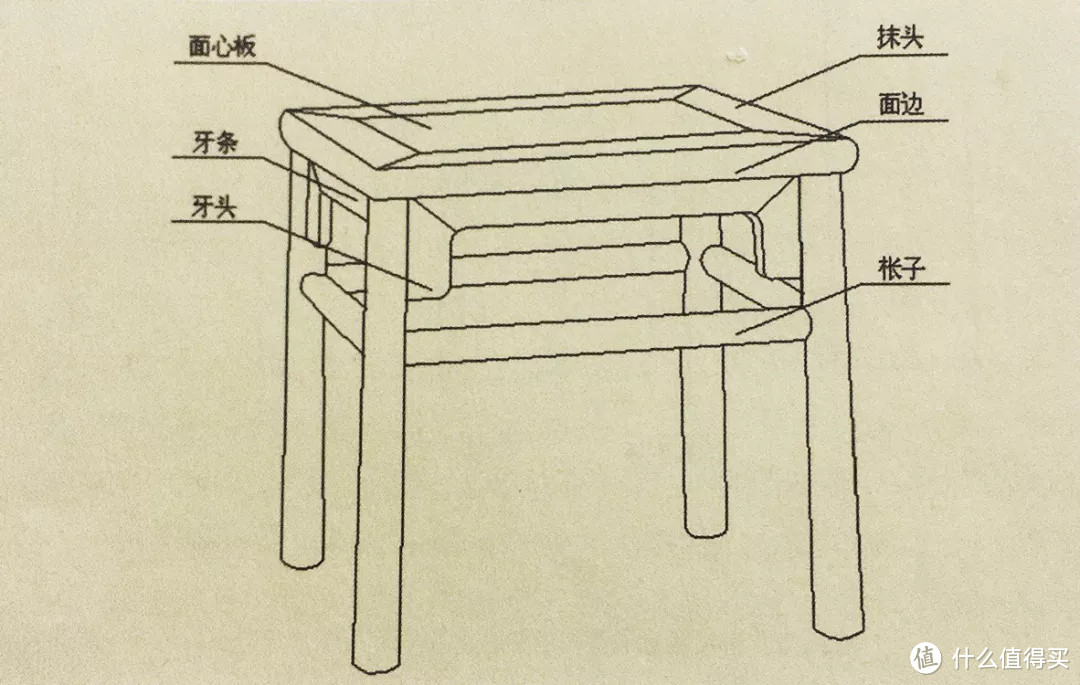
03 | 牙板样板的制作
与圈椅不同,此杌凳只有牙条、牙头是曲线型材
因此,只要制出牙条、牙头的样板即可。具体步骤如下:
1. 用硫酸纸分别将杌凳中牙条、牙头的样式从杌発结构装配图上按1:1比例拷贝下来。
2. 将拷贝下来的杌凳中牙条、牙头的样式用复印纸(蓝色)拷贝在五合板上。
3. 用锼弓子(现代加工用线锯)沿着五合板上画出的杌凳中牙条、牙头的样式将其依次裁下即可。
04 | 据型选材下料
由杌凳的结构装配图可知,腿足、边抹、枨子为框架材,应该在径切板中材部位选材,面心板应该在弦切板的髓心部位选材,要能有独板最佳,没有则只能拼板,最好用单数,并按纹理生长方向正-反-正排列,且要注意纹理的对接。
总之,既要保证红木家具纹理的优美性又要考虑到板材的干缩湿胀所引起的抽胀变形。至于牙板,则亦应选择直线型的纹理为佳,但要注意牙条与牙头纹理对接的自然性和顺畅 性。穿带则无太大要求,最好能够与边抹选材相同。
根据以上原则,结合横枨所具有的“挓”的尺寸,在准备好的原木板材上进行构件形状的布局排列,以科学合理地利用木材。完成后便可对其进行纵剖横截,加工出各构件的毛料,且要统一对每一构件端部进行锯割,以保证其端面的平整性,为后续的划线工序做准备。
05 | 节点划线定结构
(一)划线工艺的工序步骤
1. 准备好划线用的铅笔、角尺、大方尺(拐尺)、卷尺、活角尺、勒刀等木工工具。
2.对加工好的杌凳各零件净料进行挑选,将各零件净料纹理、色泽最美的面 , 作为朝外的面,有节子、瑕疵的面则朝里放置,并用不同颜色的粉笔标出相邻的好面,标好后按照口诀中划线的顺序将各零件排列整齐。
3.对杌凳结构装配图进行详细分析,了解杌凳各零部件的接合方式及具体零件的形状及尺寸。
(二)划线的具体内容
从红木家具杌凳的结构装配图可知,其划线的内容包括杌凳腿、边抹、 枨、穿带及牙条、牙头五部分。其中,在确定机凳枨子及牙条的长度尺寸时应注意加上其“挓”的 尺寸,在划牙条、牙头嵌夹式的结构时,由于其结构的特殊性,在牙条下表面窄 面上勒出榫头的厚度即可,对于其榫头形状及榫眼的加工放在装配工艺阶段。另外,还需说明的是在每一部分中,为了表达的方便、准确,才对每一构件的基准边或其他边进行了编号,这在实际生产的划线工艺中是不存在的。
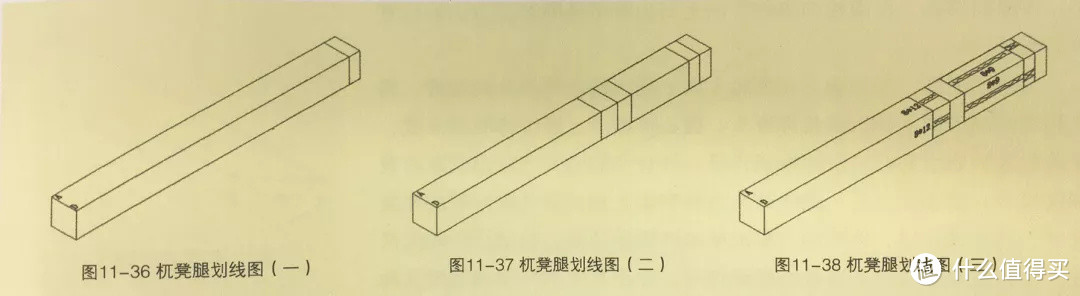
1. 腿足
(1) 腿足采用的各种卯榫结构
① 与边抹连接采用高低榫的连接方式。
② 与牙头连接采用槽口装板簧结构。
③与横枨连接,用双飘肩直榫结构。
(2) 腿足的具体划线过程
① 准备好要划线的杌凳腿,并将加工好的基准端向外。
② 根据图纸,以腿足端的 A D边为基准边,向里量出配料清单中腿的长度尺寸486mm,用截线标出。
③ 重新回到AD边,根据图纸,分别在杌発腿与枨相连接的侧面上划枨子榫眼、牙头槽口及腿上端榫头长度方向的位置。
④根据图纸,先用勒刀分别在杌凳腿与枨相连接的侧面上勒出枨子榫眼、牙头槽口及腿上端榫头的宽度尺寸。再用铅笔在榫眼、槽口及榫头的位置上划出它们的标识符号。最后在榫眼及槽口旁边标出其宽度及深度尺寸。
2. 边抹
(1) 边抹采用的各种卯榫结构
① 面边与抹头采用45°格肩(死合肩)透半榫连接。
② 抹头与面带采用直肩单榫连接。
③ 边抹与面心板采用开槽装板结构。
(2 )边抹的具体划线过程
① 准备好要划线的面边和抹头,并将加工好的基准端向外。
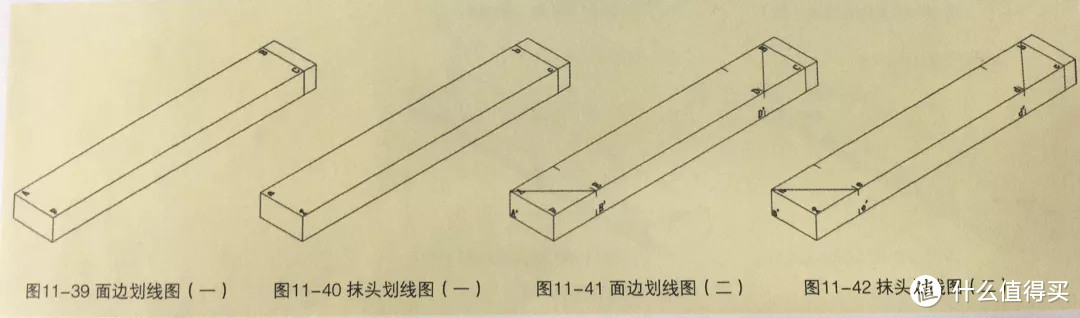
② 根据图纸,分别以面边、抹头基准端的AF和ae边为基准,向里虽出配料清单中面边、抹头的长度尺寸420 mm,并用截线标出(如图11-39,图11-40)
③重新回到AF边的位置,以面边端面、窄面及大面的相交点A为起点,用角尺在大面上划出面边格角榫的45 °斜线,交于其所在边的相对边上一点E ,用花 线引出E点在其相对面上的投影点E ',最后连接A点的投影点A '及E点的投 影 点E '。同样道理,以与A点在同一平面上的B为起点,用角尺分別在平面ABCE及其相对面上分別划出面边另一端格角榫的45°斜线BD、B’D '。划完面边后, 以同样的方法,在抹头上下两大面上,分别划出抹头的端部格角榫的45。斜线 hd、b’d’(如图11-41,图11-42 )。
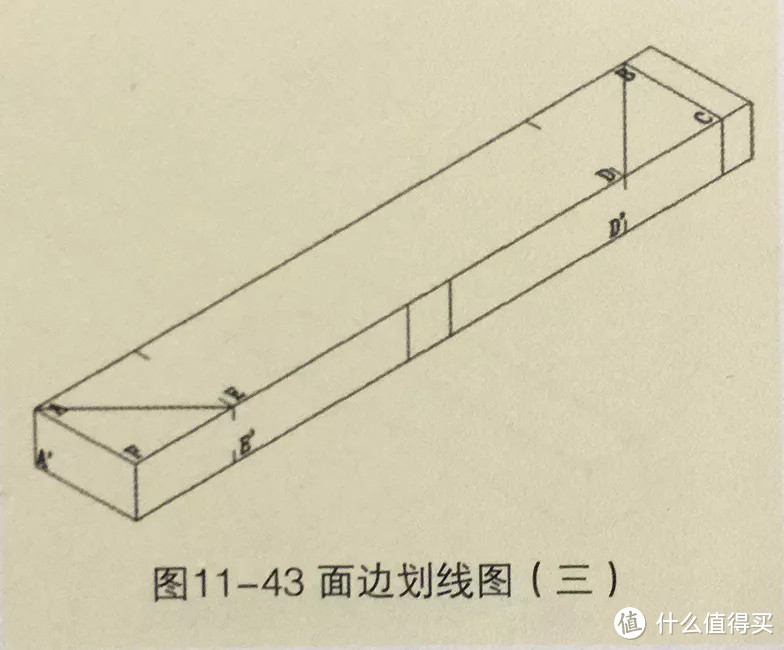
④根据图纸,在面边内侧的窄面划出穿带榫眼宽度方向的位置(如图11-43)。 ⑤根据图纸,先用勒刀在面边大面上勒出格角榫榫头的宽度,再在面边内侧窄面上勒出格角榫榫头、面心板槽口、穿带榫眼的厚度,在其位置上划出它们自身的标识符号,并在它们的旁边标出其厚度及深度尺寸。划完面边后,先在抹头内侧窄面上划出格角榫榫眼的宽度尺寸,用花线标出,再用勒刀勒出格角榫榫眼及面心板槽口的厚度尺寸,在其位置上划出其自身的标识符号,并在其旁边标出其厚度及深度尺寸(如图11-44,图11-45)。
⑥根据图纸,分别在平面ABCF及平面abcf的相对面上,划出杌凳腿上部榫头的 榫眼具体位置,在其位置上划出榫眼的标识符号,并在其旁边标出其厚度及深度尺寸(如图11-46,图11-47 )。
1. 横枨
(1) 横枨采用的各种卯榫结构
①与腿足连接采用双飘肩直榫结构。
(2) 横枨的具体划线过程
① 准备好要划线的枨子,并将加工好的基准端向外。
② 以枨子的AD边为基准,向里量出配料淸单中枨子的长度尺寸+枨子“挓”的尺寸,用截线标出(如图II- 48)。
③ 重新新回到AD边,向里量出l0mm,用花线标出,再向里量出 315mm+枨子“挓”的尺寸,再用花线标出(如图11-49)。
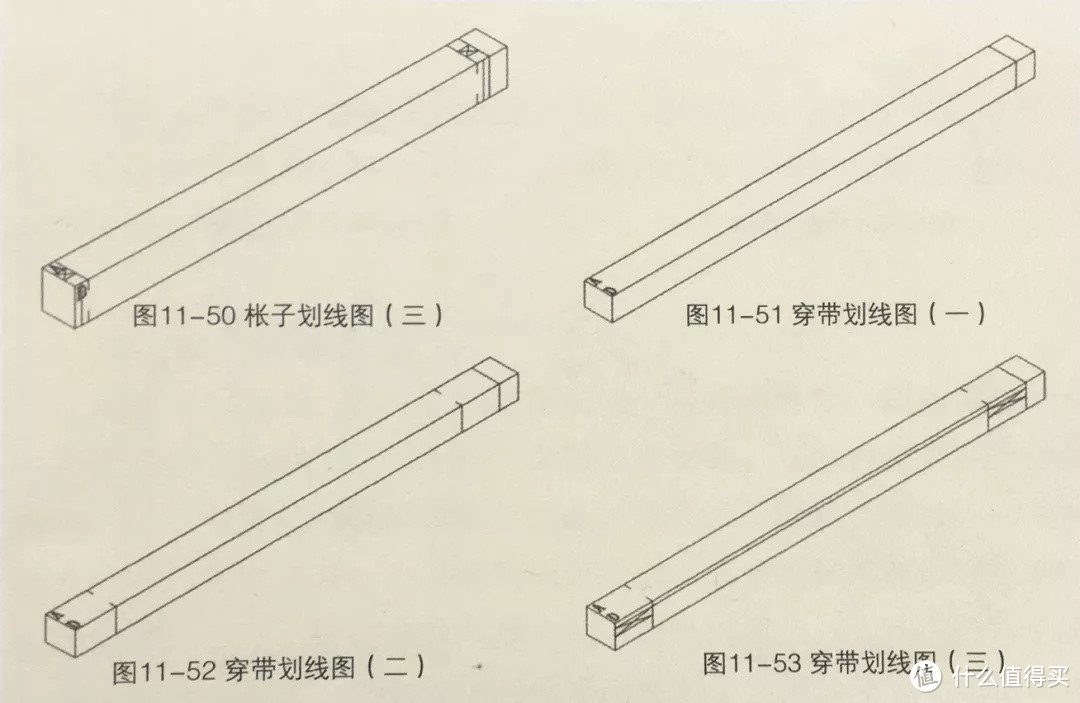
④根据图纸,先用勒刀在枨子的窄面上勒出枨子榫头的厚度,并在其榫头位置上划出其标识符号,再在枨子的大面上划出枨子飘肩的位置(如图11-50)。
4. 穿带
(1)穿带采用的各种榫卯结构
① 与面心板采用燕尾榫连接。
② 与面边采用直榫连接。
(2)穿带的具体划线过程
①准备好要划线的穿带,并将加工好的基准端向外。
②以穿带的AD边为基准,向里量出配料清单中穿带的长度尺寸360mm,用截线标出(如图11-51)。
③重新回到AD边,向里量出40mm,用花线标出,再向里量出280mm,再用花线标出(如图11-52)。
④根据图纸,用勒刀在穿带的窄面上勒出穿带穿入面心板的厚度及其端部榫头的厚度(如图11-53)。
5.牙条、牙头
(1)牙条、牙头采用的各种卯榫结构
① 牙条与牙头采用嵌夹式单榫连接。
② 牙条与腿足采用槽口装板结构连接。
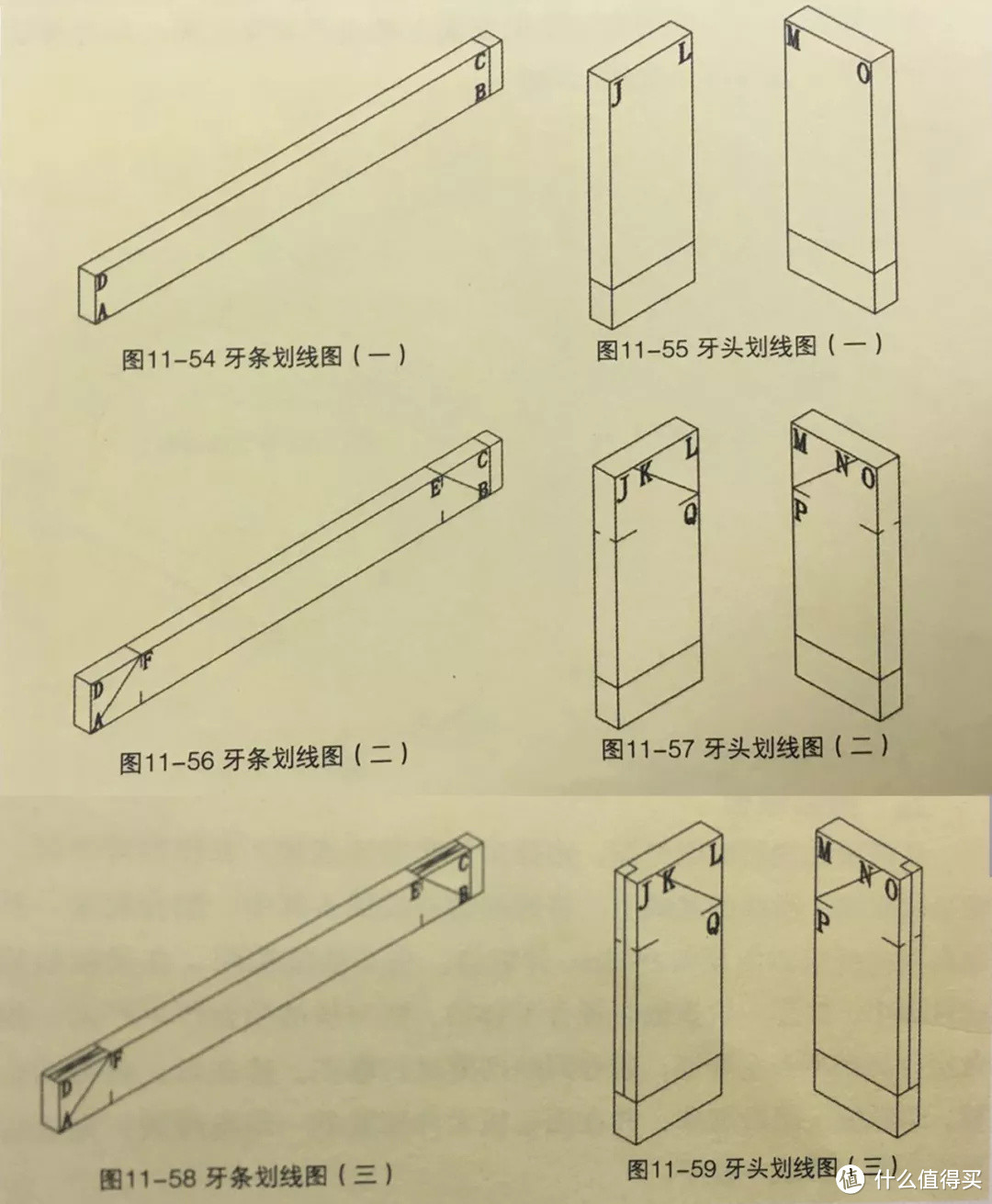
(2)牙条、牙头的具体划线过程
①准备好要划线的牙条、牙头,并将加工好的基准端向外。
②先以牙条的AD边为基准,向里量出配料淸单中穿带的长度尺寸+牙条“挓”的尺寸,并用截线标出,再分别以牙头1与牙头2的JL边及M0边为基准向里分别世出配料清单中牙头的长度尺寸105mm, 并用截线标出(如图11-54,图11-55 )。 ③先根据图纸中牙条端部斜角的形状,调整好活角尺的角度,再分别以 A、 B点为起点,用调整好的活角尺在牙条的大面上划出其端部斜角的形状,交CD边 于 F、 E两点,并用花线引出F、E两点的投影F'、E',然后分别与A、B两点在其相对面上的投影点相连接。划完牙条后,先以J点为起点,向L点偏移10 mm, 用 K点标出,以O点为起点,向M点偏移10 mm,用N点标出,再分别以K、N两点为起点,用调好的活角尺划出其端部斜角形状,交于Q、P两点,用花线标出,并引出Q、P两点在其相对面上的投影点Q '、P',最后,分别以 Q '、P ' 为起始点,用活角尺(已调整好的)划出Q '、P'所在平面的端部斜角形状(如图11-56,图11-57 )。
④根据图纸,先用勒刀在牙条下表面的窄面上,勒出牙条榫头的厚度,并在其位置上划出榫头的标识符号,再在牙头1、牙头2与杌凳腿相接的窄面上勒出牙头1、牙头2插入杌凳腿的厚度,最后在牙头1、牙头2内表面上,分别勒出其插入杌凳腿的深度。
06 | 构件榫卯加工
按照划好的构件结构线,用小锯加工各构件的榫头宽度,然后再锯出榫肩,并依次加工出边抹的半榫、横枨直榫和双飘肩、穿带两端头的直榫、牙条与牙头之间的嵌夹式榫头、腿足上的高低榫,面边一端为高榫,边抹一端为低榫。完成后,依据榫头的尺寸大小来加工与之相应的卯眼,要注意吃线与留线。最后再用槽刨(木工铣床)刨削出牙头在腿枨上的槽口及面心板在边抹上的槽口。
07 | 构件定型加工
构件定型加工主要是指根据牙条、牙头的样板,按照划好的牙条、牙头的形状尺寸锯割成形、边抹端部线型的塑造及腿足和横枨圆柱形体的定型加工。
08 | 面心板拼合
前面下料部分已讲到,面心板的拼合最好逢单数,正如俗语有云“桌面中心不见缝”。这不仅是美观需求所致,更是由板材抽胀变化所定。但从杌凳结构装配图看不出此杌凳心板是独板还是由多块板材拼合而成,故假设其由三块弦切板材构成。
其排列顺序在保证纹理对称的同时,中间一块板材朝向髓心的—面应该向上其他两块朝向髓心的一面则应向下。排好顺序后便要用槽刨(立铣刨床)刨削出拼板之间的槽口,深度一般在8~10mm,再用横刨刨出槽簧,厚度一般 4~6mm,深度椅般为7~9mm。
完成后,要先用软木试试槽口榫簧的松紧程度,不可太紧亦不可太松。确定完拼板间的槽口、榫簧后,便可以在垂直于槽口的方向加工穿带的燕尾榫槽口,槽口深度一般在3mm左右。
09 | 攒面镶板
从杌凳结构装配图可知,边抹采用半透榫连接。在控制好半榫、榫眼的吃线、留线的基础上,将拼好的心板插入其中,攒合起来,并在拼板顺纤维方向预留2〜3 mm伸缩缝。先不能施鳔胶,在攒框装板的过程中,要逐一检查面心板合不合拍、框与板的结合严不严实、割角接合的密不密实等等,若有问题则要进行修正。修正后再将面心板、边抹统一组合起来,并在面心板无伸缩缝的一端施鳔胶,完成后再将座面正面统一找平。
10 | 立腿加枨挂牙穿面
根据图纸可知,腿足与座面采用的是高低榫连接,因此,在进行攒站活之前要先确定腿足插入凳面边抹的位置,并进行凿卯加工,这时要注意腿足端高榫应在抹头一侧,切不可弄反,否则凿卯眼时会将面边上的半榫榫头破坏。
完成后,把加工好的牙条、牙头拍合成四个部件,并先将前两腿与前牙板、横枨进行拍合,然后再将后腿足和后牙条、横枨进行拍合。
最后将左右抹头两侧的牙条装入前后腿足之间,装上后穿入座面的高低榫的卯眼中进行整体拍合。完成后,要检査各构件之间接合处是否严密,腿足四面的侧角收分是否一致。
若有问题,则要进行调整。最后便是将组装在一起的构件打开,修整榫肩上所留下的痕迹,施胶重新拍合,并用麻绳打標规方。等膘胶干后,整体进行刮光打磨,同时进行恒温浸蜡。
明式家具是独具特色的传统家具,体现着深入中国人骨髓的一种审美、工艺,让祖先遗留下来的精髓得以弘扬,做传承古典家具文化脉络的主人。















九村饲养员
校验提示文案
九村饲养员
校验提示文案