

























































































612
104
新能源汽车的轻量化之路
2023-08-31 12:58:17
6点赞
13收藏
2评论
1. 轻量化是必由之路,一体化压铸应时而生
1.1. 节能减排促进轻量化趋势,铝轻量化渗透率不断提高
轻量化是一种有效的节能减排技术。全球汽车行业的节能减排政策逐渐趋严,油耗、排放标准不断提高。轻量化技术作为一种重要的汽车节能减排途径,在满足汽车安全性和成本控制的条件下实现汽车减重。同时,降低车重可以减少动力系统载荷,提高汽车动力性能,降低刹车距离,提高驾驶稳定性。有研究表明,汽车每减重10%,在节能方面,汽油车油耗可以下降约 3.3%、纯电动车电耗下降约 6.3%;在减排方面,尾气排放量可降低 5%~6%在安全性方面,制动距离缩短约 5%,转向力减少 6%。
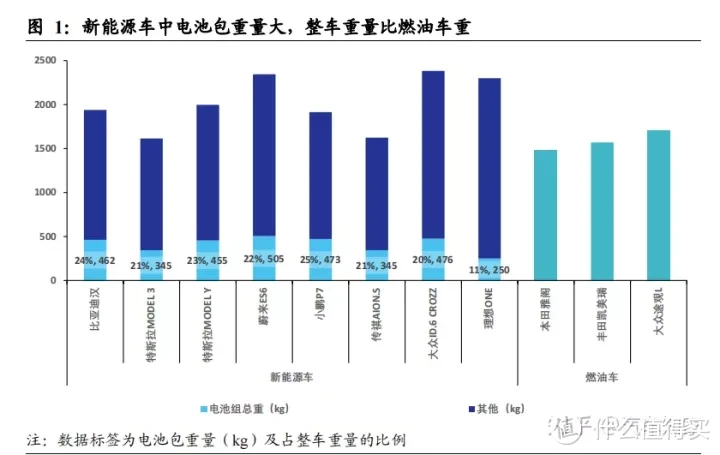
此外,轻量化有利于新能源车的成本控制。燃油车常见的 4 缸、6 缸发动机平均重量在 75-250kg(165-550 磅),变速箱平均重量在 45-181kg(100-400 磅)。而新能源车尤其是纯电动车中电池包自重大,导致整车重量高于同级别燃油车。以特斯拉Model 3 为例,续航 556km,整车整备质量 1761kg,其中 60kWh 的动力电池包重量达到 480kg,假设电池包度电成本 800 元,则电池成本达到 4.8 万元,轻量化使能耗下降,达到相同续航所需电池包能量更低,电池包重量、成本可以进一步降低。因此,轻量化不论对于传统燃油车还是新能源汽车都是必然需求。
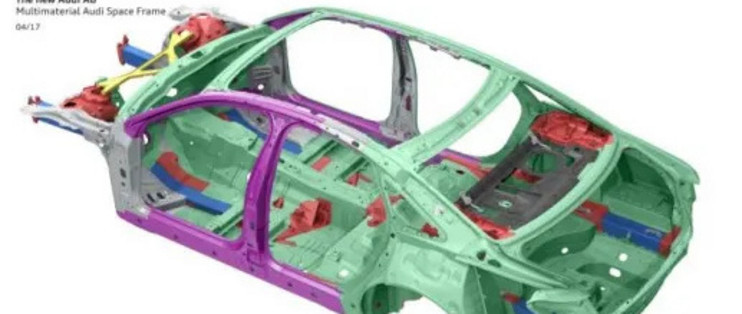
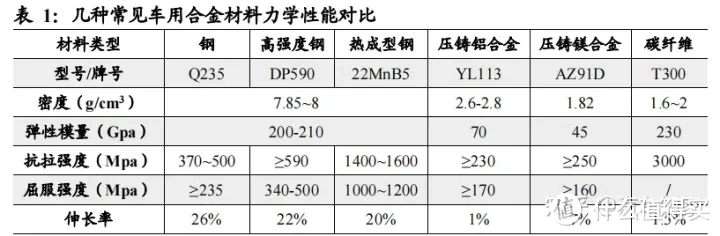
铝合金材料是常用的轻量化材料之一,相比钢材密度低、吸能效果好,但成本高、连接工艺复杂。轻量化技术路线主要包括材料轻量化、结构轻量化、工艺轻量化。常用的轻量化材料包括高强度钢、铝合金、镁合金、钛合金等金属材料及碳纤维增强复合材料等非金属材料。钢铁材料目前是汽车车身用量最高的材料,在车身用材占比70%。铝合金是一种较成熟的轻量化材料,其密度是钢的 1/3,比吸能是钢的2 倍,碰撞时对能量的吸收效果更好,且易于加工成型。铝合金的比强度、比刚度高,耐腐蚀性、耐磨性好,且铝制品回收再利用率高达 90%。与此同时,铝合金材料的力学性能、承载能力与钢相比存在差距,且铝合金的价格约为钢材的 3 倍,连接工艺也更复杂,成本高于钢材。
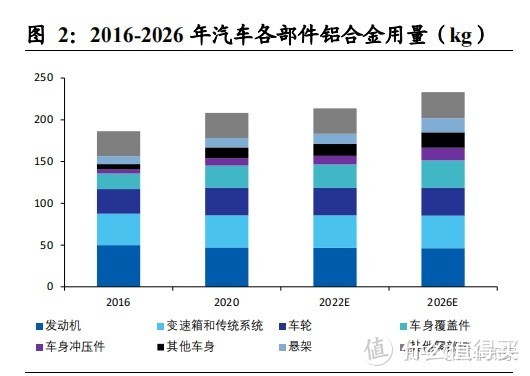
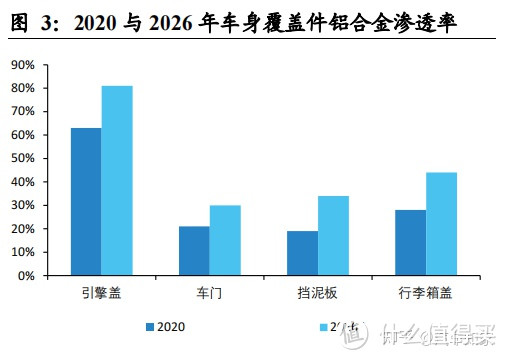
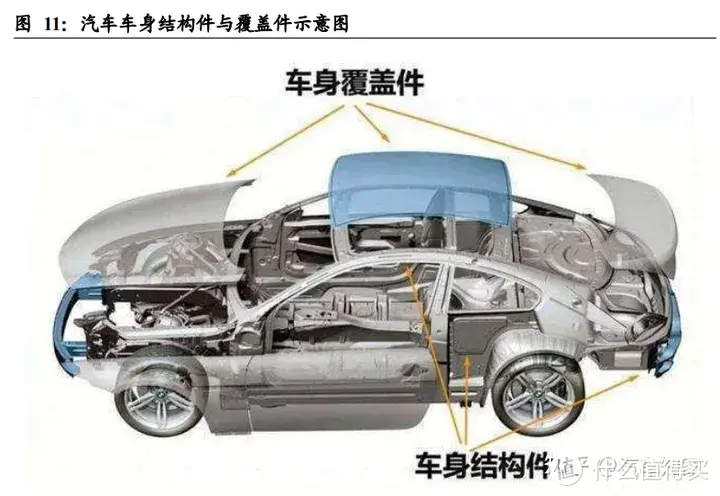
汽车单车含铝量逐年增加,覆盖品类不断拓宽。铝合金目前主要应用在汽车发动机、变速箱、传动系统、防撞梁以及轮毂等组件零部件上,其中铝质发动机可减重 30%,铝质散热器比铜质轻 20%~40%,铝质轮毂重量减少30%。此外,铝合金材料在车身、底盘等平台部件上的应用也逐渐增加,如奥迪 A8、蔚来 ES8、奇瑞小蚂蚁等车 型采用了全铝车身。根据 Ducker Frontier,2020 年北美轻型汽车平均单车含铝量为208kg,预计到 2026 年将提升为 233kg,其中车身零部件贡献增长较多,预计引擎盖、车门、挡泥板、行李箱盖等车身覆盖件的铝合金渗透率将有 10pct 以上的提升。
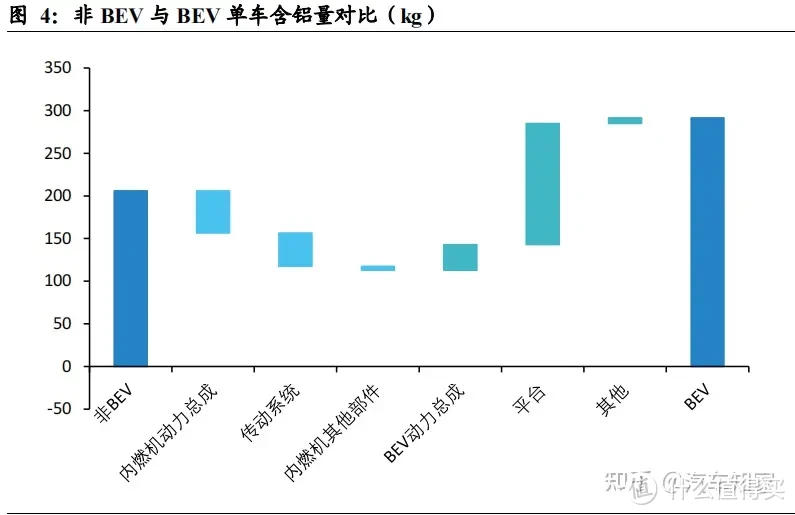
纯电动车含铝量更高。相比于非纯电动车(包含传统燃油车、混动车、燃料电池车),纯电动车虽然不包含内燃机和变速箱等铝合金渗透率较高的零部件,但电机、逆变器、动力电池等电气单元的封装外壳以及平台零部件对铝合金的需求更高,2020 年纯电动车单车含铝量达到 292kg,比非纯电动车高出 42%。纯电动车市场处于高速发展阶段,将带动单车铝需求量增长。
在汽车节能减排需求下,轻量化将成为必然趋势,铝合金作为一种有效的汽车轻量 化材料,需求量与渗透率有望不断提高,其中铝合金在新能源车领域以及车身的应用前景广阔。
1.2. 一体化压铸提高生产效率、降低成本
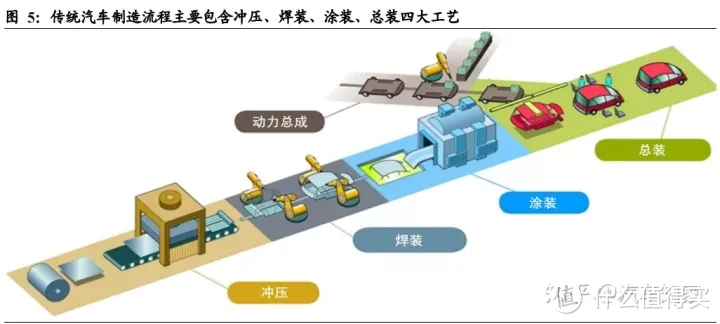
传统的汽车制造流程主要包含冲压、焊装、涂装、总装四大工艺。其中冲压是对板料施加压力进行塑性或分离加工得到冲压件;焊装是将冲压件通过焊接等方式形成车身总成(即白车身);涂装是对白车身进行喷涂得到防腐、美观的涂层;总装将发动机等零部件装配到车身上生产出整车。
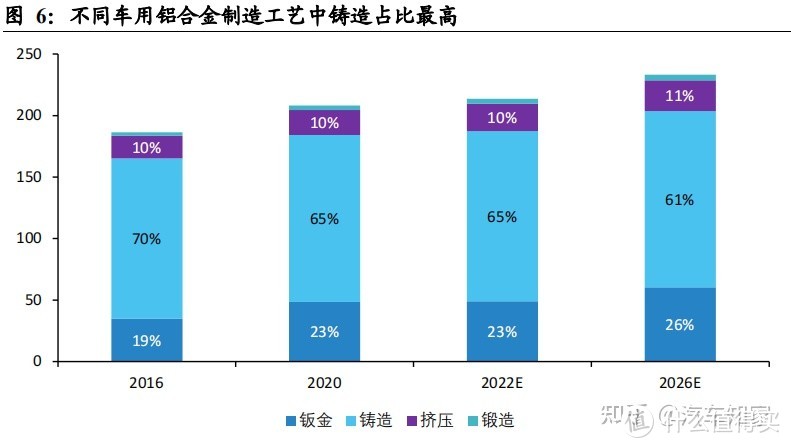
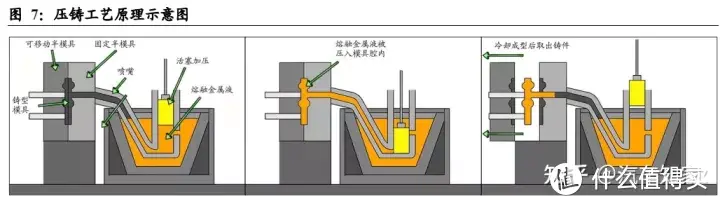
压铸是车用铝合金部件重要加工工艺。传统汽车制造工艺中冲压常用于钢材的成型,而铝合金常见制造工艺包括钣金、铸造、挤压、锻造等,车用零部件中 60%以上为铸造而成。在铸造工艺的各类方法中,压铸技术最先进、效率最高。压铸,即压力铸造,其工艺原理是利用高压将熔融的金属液压入并填充铸型模具,并在高压下冷却成型的铸造方法。压铸件具有材质轻、精密、表面质量好等优点,且能够制造形状复杂、薄壁深腔的金属零件。此外,压铸件只需少量或无需机械加工即可装配使用,材料利用率约 60%-80%,毛坯利用率可达 90%。
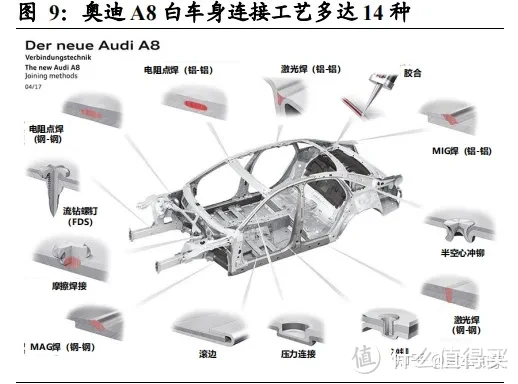
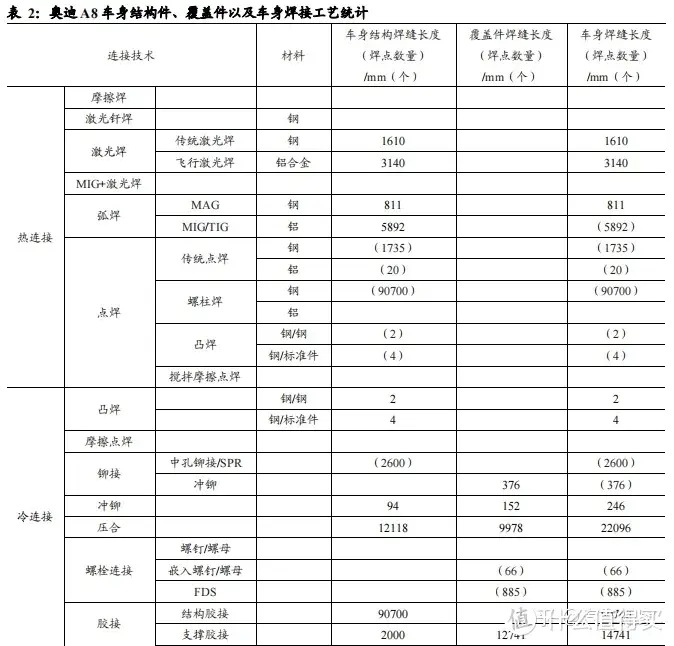
过去,压铸机锁模力和模具等因素限制了铝压铸零部件尺寸,铝合金车身的制造也局限于传统制造工艺,其工艺流程仍通常为先制造车身零部件、再进行车身连接工艺。由于铝合金材料热导率和线膨胀系数高、电阻率和熔点低、表面易形成氧化膜等物理特性,铝合金难以形成高质量的焊接头,而铝合金与钢材的性能差异进一步增加了车身连接难度。以奥迪 A8(D5)为例,车身材料中 58%的结构是铝合金,还包括超高强钢、碳纤维、镁合金等。对此奥迪采用了 14 种连接工艺来实现多种材料的连接,复杂的连接工艺大幅提高了技术难度和制造成本。

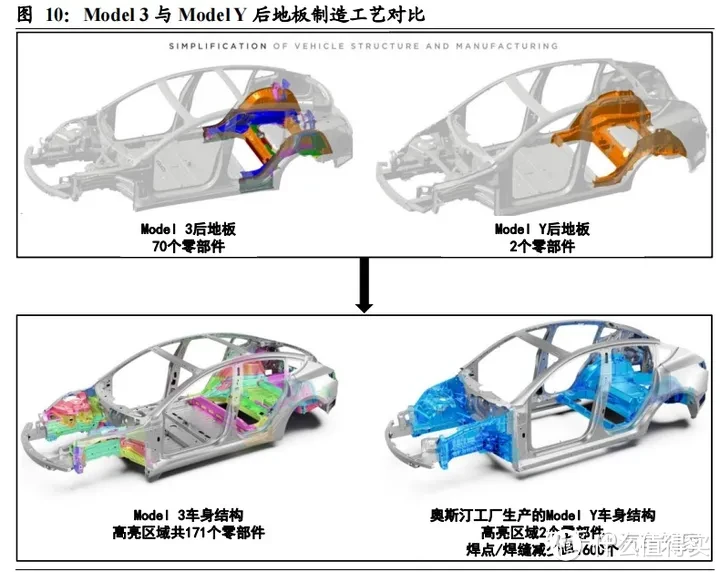
特斯拉率先提出一体化压铸概念,先后实现后地板、前纵梁一体化压铸件量产。2020年 9 月,马斯克在特斯拉电池日上介绍了一体化压铸的计划,并首先应用于 Model Y 后地板总成的制造。一体化压铸指的是利用大吨位压铸机将多个零部件一次压铸成型。从工艺角度看,一体化压铸打破了传统的汽车制造工艺模式,零部件一次压铸成型,数量大幅降低,同时也避免了大量复杂的连接工艺。Model 3 的后地板需要70 多个冲压件、挤压件和铸件,而 Model Y 仅需 2 个一体成型的部件,焊点数量由700-800 个减少到 50 个。根据特斯拉 2022 年一季报,奥斯汀工厂生产的 Model Y 后地板仅需 1 个零部件,且进一步实现了车身前部前纵梁位置的一体化压铸,Model Y 前后车身零部件数量相比 Model 3 的 171 个减少到 2 个,焊点/焊缝数量减少超1600 个。
从效率角度看,零部件数量、焊接工序的减少提高了生产效率,传统制造工艺下冲压、焊装如 Model Y 后地板总成的部件需要 2 个小时,而采用一体化压铸有望在 2分钟内加工完成。从成本角度看,传统制造方式下,每种零部件需要其对应的模具、夹具等产线配套成本,焊接工艺的简化也降低了焊装工厂的投资成本,大型压铸机约 100 平米的占地面积也比传统产线更少,特斯拉采用大型压铸机后,工厂占地面积减少了 30%,相关自动化产线的人力成本节省了 20%,采用一体化压铸后 Model Y 后地板生产成本降低了 40%。 特斯拉目前实现了 ModelY 一体化压铸后地板及前纵梁,未来有望实现整个下车体、车身结构件乃至整体车身的一体化压铸。特斯拉掀起了车身一体成型的热潮,新势力车企如小鹏、蔚来等也在积极布局。一体化压铸凭借其生产效率高、成本低等优点,为汽车轻量化与铝合金的应用提供了新的模式,或将颠覆传统汽车制造工艺。














世纪初初花绽
校验提示文案
久伴还是久绊
校验提示文案
久伴还是久绊
校验提示文案
世纪初初花绽
校验提示文案